ORIA04 Guiada.- Mantenimiento correctivo de redes e instalaciones de agua.
Mantenimiento correctivo de redes e instalaciones de agua.
Caso práctico
Esta mañana el gurpo de trabajo de Sara se tiene que desplazar al extrarradio de la ciudad para localizar una fuga de agua en la red de abastecimiento. Al parecer, una arqueta se llenó de agua hasta empezar a rebosar la tarde anterior. El grupo de trabajo que atendió la urgencia inspeccionó la arqueta y determinó que, al no revestir gravedad, la avería podía ser resuelta por la mañana. Sara y sus compañeros han recibido instrucciones para llevar el equipo de protección completo, así como el material de detección: un geófono y una cámara termográfica. Sara no entiende para qué es necesario el equipo de detección si la fuga está localizada en una arqueta. "En la inspección de urgencia de ayer, después de drenar el pozo, se comprobó que la fuga no estaba en la arqueta, sino que provenía de aguas arriba", explica Andrés, "es frecuente que las fugas de poco caudal pasen al principio desapercibidas y se vayan abriendo camino por el terreno hasta salir por la vía más accesible. Seguramente será una fisura y no estará muy lejos, pero habrá que buscar y asegurarse antes de excavar".
Según le cuenta Andrés la instalación que van a reparar tiene más de cincuenta años y "suele dar problemas". Lo peor es que, a veces, cuesta bastante localizar las fugas. En otras partes de la red de reciente construcción "la cosa es muy diferente", señala Andrés, "no sólo las tuberías están en mejor estado sino que la red está sectorizada y monitorizada, es decir, cuando hay un desajuste de caudales recibimos un aviso casi en tiempo real y conocemos de antemano la ubicación exacta el problema". Pero ese no es le caso, Sara, Andrés y el resto de compañeros hacen acopio de material y se dirigen a su destino. La jornada promete ser intensa.
Materiales formativos de FP Online propiedad del Ministerio de Educación y Formación Profesional.
1.- Mantenimiento correctivo de redes e instalaciones de agua.
Caso práctico
Sara va de camino a reparar una fuga de agua en la red de abastecimiento con su compañero Andrés. Está echando un vistazo al parte de trabajo que tendrán que rellenar al final de la jornada. No tiene claro si debe consignar su tarea de hoy (detectar y repara la fuga) como mantenimiento correctivo o preventivo. "En realidad no es una urgencia, la avería estaba detectada de antemano y nuestra visita había sido programada", explica Sara, "no tengo claro que sea una intervención de mantenimiento correctivo". "Pero, a pesar de estar programada, está claro que tampoco es una revisión de mantenimiento preventivo", aclara Andrés, "si fuera así, nos habríamos anticipado a la avería, esa es la meta que persigue el mantenimiento preventivo". Andrés explica que son muchos los que confunden el mantenimiento correctivo con las intervenciones de urgencia. Las averías cuya reparación es inaplazable requieren de una actuación inmediata y se clasifican como mantenimiento correctivo no programado. Las averías que no revisten urgencia y cuya reparación se puede aplazar y preparar con antelación corresponden a lo que se denomina mantenimiento correctivo programado.
"El objetivo del mantenimiento preventivo es anticiparse al problema, el objetivo del mantenimiento correctivo es solucionar el problema una vez se ha presentado", afirma Andrés, "si la avería se ha producido la prevención sólo la podremos aplicar a evitar que el mismo se nos presente en el futuro; de hecho, aplicar nuestra experiencia en el diseño del plan de mantenimiento es fundamental si queremos ser eficientes".
1.1.- Función.
El mantenimiento correctivo es el conjunto de tareas que se llevan a cabo para corregir un fallo, una vez que éste se ha producido o al menos se ha iniciado el proceso que finalizará con la ocurrencia del fallo.
Consiste pues en "arreglar lo que se rompe", en pocas palabras. Muchas organizaciones consideran este tipo de mantenimiento como la base indiscutible en la que asentar toda la estrategia de mantenimiento de la instalación, lo que en pocas ocasiones da un buen resultado. A pesar de ello, es indiscutible que la estrategia de trabajar exclusivamente cuando algo falla es la más extendida en las organizaciones de mantenimiento.
Recomendación
Siempre que se habla de mantenimiento correctivo es conveniente tener presente una serie de aspectos:
Cómo segestionan las reparacionesen la organización, por lo que de una forma u otra es necesario establecer la secuencia de sucesos que se dan desde la detección de un problema hasta el éste queda totalmente resuelto. Esta gestión puede implicar disponer de un sistema de órdenes de trabajo, la gestión de dichas órdenes, el diagnóstico de los fallos, la adquisición de herramientas y materiales, la propia realización de la reparación, las pruebas para comprobar que todo ha quedado correcto y el cierre de la intervención.
Cómo sepriorizan las intervenciones. En general no se dispone de un técnico en espera de que llegue la próxima orden de trabajo o el próximo aviso. Por ello, hay que establecer un sistema de prioridades que determine en qué orden cada uno de los técnicos debe ir resolviendo los trabajos de reparación pendientes.
Lainvestigación posteriorde las averías. Algunas averías merecen ser investigadas, es decir, conocer la causa raíz que las provocó. En tanto en cuanto no se resuelva esa causa, la avería puede suceder de nuevo una y otra vez.
Volviendo a una perspectiva más general, podemos afirmar que las tuberías, sus características y las instalaciones asociadas, han ido evolucionando en consonancia con el desarrollo de la sociedad. Con el transcurso de los años, especialmente del pasado siglo ХХ, fueron apareciendo en el mercado tuberías de diferentes materiales que se han ido instalando en el paralelamente a la constante extensión de las redes. Por ello, es normal que en las poblaciones nos encontremos tuberías de diferentes características у materiales. Inicialmente los sistemas de reparación de las tuberías eran artesanales, los operarios у personal encargado de su mantenimiento conocían la sistemática е incluso se construían los elementos necesarios para solucionar una avería. Una estaca de madera clavada sobre un pequeño agujero era una posible solución а una avería. El retacado de juntas de plomo es un sistema que sólo los profesionales de mayor edad conocen en la actualidad (aun hoy en día se utilizan sistemas similares para salvar algunas situaciones, si bien siempre con carácter provisional). A lo largo de los años, la solución más recurrente en caso de existir una avería era la de cortar la zona dañada у repararla mediante la instalación de un trozo de tubería nuevo.
No obstante, у especialmente en las últimas décadas, ha entrado en juego un nuevo factor que se muestra cada vez más implacable: el tiempo. Hace años, el hecho de que en un pueblo no se dispusiera de agua durante horas, incluso días, podía ser algo normal у estaba asumido por los usuarios. Sin embargo hoy en día esto no es así. La gente tiene la necesidad y el derecho irrenunciable a su aseo e higiene diarios, asimismo, para garantizar la continuidad de la producción industrial el agua es imprescindible. Por otro lado, la actividad cotidiana en nuestra sociedad de consumo se articula en torno a nuevos objetivos y necesidades y. en este contexto, el tiempo se constituye en un bien valiosísimo. Las exigencias de los ciudadanos, de los usuarios de los servicios de abastecimiento y saneamiento urbanos van en consonancia con esta premisa. Ante una avería, los usuarios exigen respuestas cada vez más rápidas y con estándares de calidad superiores.
Por esta razón, la industria del agua ha ido desarrollando en los últimos años mecanismos у sistemas para la reparación de tuberías que reduzcan el tiempo de restablecimiento del suministro de agua. La reparación artesanal va dando paso а la reparación con piezas cada vez más fiables, versátiles, duraderas y fácilmente accesibles en el mercado.
Procedimiento de rellenado de una junta o hueco con un material maleable, compactando y apretando y mediante percusión, .
1.2.- Objetivos.
Los objetivos del mantenimiento correctivo de instalaciones de abastecimiento de agua y saneamiento (siempre en coordinación con los correspondientes a mantenimiento preventivo) son los siguientes:
Disponibilidad
La disponibilidad de una instalación de abastecimiento/saneamiento se define como la proporción del tiempo que dicha instalación ha estado en disposición de suministrar o evacuar agua, con independencia de que finalmente lo haya hecho o no por razones ajenas a su estado técnico.
El objetivo más importante de mantenimiento es asegurar que la instalación estará en disposición de trabajar con garantías un mínimo de horas determinado del año. Es un error pensar que el objetivo de mantenimiento es conseguir la mayor disponibilidad posible (100%) puesto que esto puede llegar a no ser rentable. Conseguir pues el objetivo marcado de disponibilidad con un coste determinado es pues generalmente suficiente.
La disponibilidad es un indicador que ofrece muchas posibilidades de cálculo y de interpretación. La definición de la fórmula de cálculo de la disponibilidad tendrá un papel fundamental para juzgar si el departamento de mantenimiento de una instalación de agua está realizando su trabajo correctamente o es necesario introducir algún tipo de mejora.
Los principales factores a tener en cuenta en el cálculo de la disponibilidad son los siguientes:
Número de horas totales de trabajo en condiciones normales.
Número de horas de indisponibilidad total para dar servicio, que pueden ser debidas a diferentes tipos de actuaciones de mantenimiento:
Intervenciones de mantenimiento programado que requieran interrupción del servicio (limpieza y desinfección de redes, reajuste y tarado de elementos de medida, puesta a punto de máquinas).
Intervenciones de mantenimiento correctivo programado (reparación o sustitución planeada de tuberías y accesorios) que requieran parada o reducción del servicio.
Intervenciones de mantenimiento correctivo no programado que detienen el servicio de forma inesperada (fugas, reventones, averías mecánicas o eléctricas en equipos de bombeo) y que por tanto tienen una incidencia en la planificación ya realizada de la producción de energía.
Número de horas de indisponibilidad parcial, es decir, número de horas que la planta está en disposición para producir pero con una capacidad inferior a la nominal debido al estado deficiente de una parte de la instalación, que impide que ésta trabaje a plena carga.
En cuanto a los valores aceptables de disponibilidad, muchas instalaciones de agua, consiguen objetivos de disponibilidad superiores al 85-90% de forma sostenida (un año o varios puede obtenerse, pero no de forma continuada) puede ser un objetivo bastante ambicioso.
Fiabilidad
La fiabilidad es un indicador que mide la capacidad de una instalación para cumplir su plan de servicios previsto. En una instalación de redes de agua se refiere habitualmente al cumplimiento del servicio planificado, y comprometido con los usuarios. En el caso de la externalización del mantenimiento de las instalaciones el incumplimiento de este programa puede llegar a acarrear penalizaciones económicas para la empresa adjudicataria, de ahí la importancia de medir este valor y tenerlo en cuenta a la hora de diseñar la gestión del mantenimiento.
Los factores a tener en cuenta para estimar este indicador son dos:
Horas anuales de servicio (de suministro continuado).
Horas anuales de parada o reducción/interrupción del suministro debidas exclusivamente a mantenimiento correctivo no programado.
Como puede verse, no se tiene en cuenta para la estimación de este objetivo ni las horas dedicadas a mantenimiento preventivo programado que supongan parada de planta ni las dedicadas a mantenimiento correctivo programado. Para llevar a cabo correctamente la estimación de este factor debe definirse siempre cual es la distinción entre mantenimiento correctivo programado y no programado. Así, en muchas instalaciones es habitual considerar que una avería detectada pero cuya reparación pueda posponerse 48 horas o más se considera mantenimiento correctivo programado, y por tanto no computa para estimar la fiabilidad. Una intervención que suponga la interrupción inmediata del servicio o una parada en un plazo inferior a 48 horas se considera mantenimiento correctivo no programado, y por tanto, su duración se tiene en cuenta a la hora de determinar la fiabilidad.
El objetivo de mantenimiento persigue que este parámetro esté siempre por encima de un valor establecido en el diseño técnico-económico de la instalación, y su valor es habitualmente muy alto (igual o superior incluso al 99%). Una instalación bien gestionada, con márgenes pequeños para interrupciones de suministro y gestión óptima de sus intervenciones de mantenimiento correctivo, no debería tener ningún problema para alcanzar este valor.
Vida útil de la instalación
El tercer gran objetivo de mantenimiento es asegurar una larga vida útil para la instalación. Es decir, las redes de abastecimiento/saneamiento deben presentar un estado de degradación acorde con lo planificado de manera que ni la disponibilidad ni la fiabilidad ni el coste de mantenimiento se vean fuera de sus objetivos fijados en un largo periodo de tiempo, normalmente acorde con el plazo de amortización de la propia infraestructura. La esperanza de vida útil para una instalación de agua típica se sitúa habitualmente entre los por encima de los 30 años, en los cuales las prestaciones de la instalación y los objetivos de mantenimiento deben estar siempre dentro de unos valores prefijados.
Un mantenimiento mal gestionado, con una baja proporción de horas dedicadas a tareas preventivas, con bajo presupuesto, con falta de medios y de personal y basado en reparaciones provisionales provoca la degrada rápidamente cualquier instalación industrial. Es característico de instalaciones mal gestionadas que, a pesar de haber transcurrido poco tiempo desde su puesta en marcha inicial, el aspecto visual que presentan no se corresponde con su juventud (en términos de vida útil).
Cumplimiento del presupuesto
Los objetivos de disponibilidad, fiabilidad y vida útil no pueden conseguirse a cualquier precio. El departamento de mantenimiento debe conseguir los objetivos marcados ajustando sus costes a lo establecido en el presupuesto anual de la planta. Este presupuesto ha de ser calculado con sumo cuidado, ya que un presupuesto inferior a lo que la instalación requiere empeora irremediablemente los resultados de producción y hace disminuir la vida útil de la instalación; por otro lado, un presupuesto superior a lo que la instalación requiere distorsiona las partidas presupuestarias dedicadas al mantenimiento.
En general, podemos definir los tipos de mantenimiento correctivo en función de dos variables:
Posibilidad de anticipación del fallo.
Gestión de materiales en la reparación.
Posibilidad de anticipación del fallo
Mantenimiento correctivo contingente o no planificado: Es aquel que se realiza de manera forzosa e imprevista, cuando ocurre un fallo, y que impone la necesidad de reparar el equipo antes de poder continuar haciendo uso de él. En este sentido, el mantenimiento correctivo contingente implica que la reparación se lleve a cabo con la mayor rapidez para evitar daños materiales y humanos, así como pérdidas económicas. Se realiza cuando el equipo o máquina no funcionan o en caso de una emergencia, por lo que esta actividad siempre es urgente y difícil de controlar, lo que puede resultar en un gran costo.
Mantenimiento correctivo programado o planificado: Supone poder planificar una intervención de mantenimiento una vez que la avería se ha producido o cuando todo indica que se va a producir de manera inminente. El mantenimiento correctivo porgramado es aquel que tiene como objetivo anticiparse a los posibles fallos o desperfectos que pueda presentar un equipo de un momento a otro. En este sentido, trata de prever, con base en experiencias previas, los momentos en que un equipo debe ser sometido a un proceso de mantenimiento para identificar piezas gastadas o posibles averías. De allí que sea un tipo de mantenimiento que procede haciendo una revisión general que diagnostica el estado de la maquinaria. Asimismo, este tipo de mantenimiento permite fijar con anterioridad el momento en que se va a realizar la revisión, de modo puedan aprovecharse horas de inactividad o de poca actividad. Se realiza cuando se sabe, se percibe o se detecta de antemano que el equipo debe ser reparado, para que así se pueda comenzar desde el principio de forma controlada.
Subsanación de fallos: El equipo que presenta disfunciones es devuelto a su estado operacional. El material que origina el fallo es desechado y sustituido por otro nuevo igual o con características similares.
Salvamento de material: Esta modalidad de mantenimiento correctivo implica la eliminación de material que no tiene reparación y el uso del recuperado que no puede ser arreglado en la reparación o reconstrucción.
Reconstrucción: Este es el proceso de regresar el equipo a su estado original en cuanto a desempeño, duración y apariencia se refiere. Esto se logra al desensamblarlo por completo, repararlo y reemplazar algunas partes.
Reajuste de condiciones o parámetros de funcionamiento: Se trata de la restauración de un equipo al estado de servicio total según los estándares del mantenimiento. No implica reconstrucción ni sustitución, sólo inspección y ajuste o tarado. El objetivo es inspeccionar y reparar solo cuando sea imprescindible.
Mantenimiento sobrevenido: Se requerirá cuando, debido a la acción del mantenimiento correctivo, la sustitución de un elemento suponga añadir operaciones de adecuación de la instalación (o del propio elemento para adaptarlo a la instalación). Por ejemplo, la reparación de un motor puede necesitar soldaduras u otro tipo de operaciones adicionales.
De todo lo expuesto hasta el momento, se desprende fácilmente que el mantenimiento correctivo entraña una serie de ventajas e inconvenientes muy evidentes. La ventaja principal del mantenimiento correctivo es que permite alargar la vida útil de los equipos y maquinarias por medio de la reparación de piezas y la corrección de fallas. En este sentido, libra a la empresa de la necesidad de comprar un nuevo equipo cada vez que uno se averíe, lo cual elevaría los costos. Además, otra de las ventajas de realizar mantenimiento correctivo es la posibilidad de programarlo con antelación a cualquier desperfecto, de modo que se puedan prevenir accidentes y evitar menguas en la producción.
Las desventajas del mantenimiento correctivo están relacionadas con la imposibilidad, en muchas ocasiones, de predecir un fallo, lo cual obliga a una detención obligatoria de la producción mientras se detecta el problema, se consigue el repuesto y se resuelve el desperfecto. En este sentido, los costos y los tiempos de la reparación, cuando ocurre un fallo imprevisto, son siempre una incógnita.
El suministro de agua en España se caracteriza en el ámbito regulatorio por una gran dispersión y fragmentación normativa y por la carencia de una norma de mínimos que normalice en todo el territorio las relaciones entre las personas usuarias de los servicios y las distintas entidades suministradoras. El complejo marco normativo de España es fruto de la historia, de la organización territorial del Estado y de la distribución de competencias sobre el recurso, su gestión y planificación.
Desde siempre la Administración General se ha constituido en promotora de grandes obras pero nunca ha entrado en los temas de gestión ni control, mientras las Administraciones Autonómicas, se han encargado de legislar sobre los aspectos de calidad del agua y los medioambientales. Por último, los Ayuntamientos han sido los que tradicionalmente han regulado esta materia a pie de calle, las redes de abastecimiento y saneamiento, las contrataciones del servicio, las tarifas, etc.
Históricamente los municipios han tenido sus normas para la prestación del servicio de abastecimiento de agua a sus vecinos y de evacuación de las residuales; bien a través de reglamentos de servicio de ámbito local o mediante órdenes municipales de de suministro de agua y saneamiento.
Otra cuestión es el tratamiento de las aguas residuales. La Ley 7/1985, de 2 de abril, reguladora de las bases de régimen local, establece en su artículo 25 que "el Municipio será el que ejerza competencias, en base a la legislación del Estado y de las Comunidades Autónomas, en diversas materias entre las que se encuentran el suministro de agua y el alcantarillado y tratamiento de aguas residuales".
En la actualidad son muchas las administraciones autonómicas las que están asumiendo los servicios de tratamiento de aguas residuales, aunque no en todos los lugares. Sí se puede afirmar que los municipios son los que, a pesar de todo, continúan conservando las competencias en la distribución domiciliaria de agua potable. En esta línea, los municipios son los responsables de planificar, construir y conservar las redes de suministro público, aprobar los precios del agua, establecer reglamentos u ordenanzas donde se recogen el funcionamiento del servicio (contratación, derechos y deberes de los usuarios, cortes de suministro, reclamaciones, etc.).
En el actual contexto, se hace patente la necesidad de una nueva norma estatal sobre el agua en España que recoja no sólo lo que abarca la actual, sino todo lo relativo al ciclo integral del agua; desde su captación a su depuración, pasando por su distribución, abastecimiento, precio, derechos de los usuarios, consumo mínimo garantizado etc.
El Texto Refundido de la Ley de aguas (Real Decreto 140/2003, de 7 de febrero, por el que se establecen los criterios sanitarios de la calidad del agua de consumo humano) tiene actualmente 135 artículos y numerosas disposiciones, pero no entra a regular lo mencionado. Únicamente regula la primera parte del ciclo del agua, temas como el dominio público hidráulico, la administración pública del agua, planificación hidráulica, usos del agua, y cesiones.
Para saber más
Como se ha señalado, son las propias autonomías las que desarrollan el marco normativo general de las instalaciones de abastecimiento de agua y saneamiento. La regulación concreta en cuanto a especificaciones, materiales, tramitación, etc, se elabora a partir de reglamentos que son competencia de las administraciones locales.
A continuación ofrecemos las referencias normativas de todas las comunidades autónomas. Estas constituyen la base sobre la que luego se desarrollarán los reglamentos atribuidos a las entidades locales.
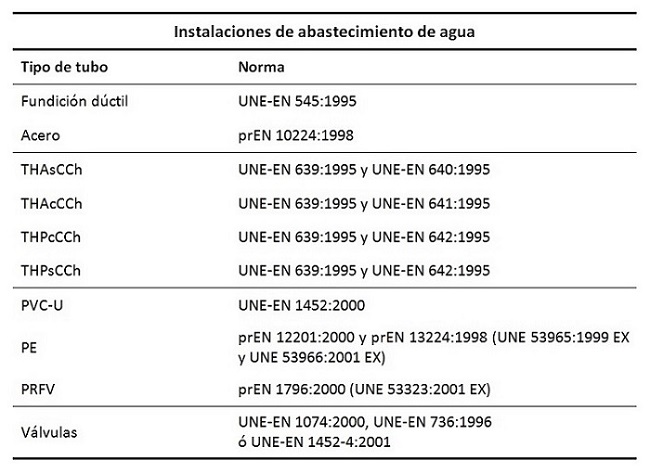
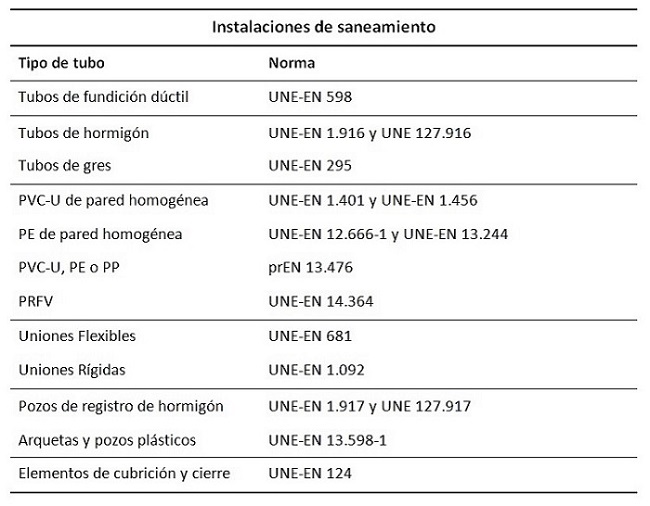
Más allá de los reglamentos locales y la legislación autonómica, dada la situación descrita, a la hora de determinar la naturaleza y las condiciones de una actuación de mantenimiento correctivo, nos tendremos que acoger a normativa de carácter eminentemente técnico o a pliegos y guías cuya aplicación no es prescriptiva. En este sentido, y como ya se ha señalado en temas anteriores, convendría tener como referencia (en el orden en que se enumeran):
Normas UNE correspondientes: UNE-EN 805:2000 "Abastecimiento de agua. Especificaciones para redes exteriores a los edificios y sus componentes" y UNE EN 752:2010 "Sistemas de desagües y de alcantarillado exteriores a edificios".
En defecto de las anteriores, y por este orden, ISO (Organismo Internacional de Estandarización), DIN (Instituto Alemán de normalización), AWWA (Asociación Americana de Trabajos con Agua), ASTM (Asociación Americana de Ensayos con Materiales).
Reglas de higiene y prescripciones sanitarias presentes en la legislación vigente.
Pliegos del MOPU: "Pliego de prescripciones técnicas generales para tuberías de abastecimientos de agua" y "Pliego de Prescripciones Técnicas Generales para Tuberías de Saneamiento de Poblaciones".
Guías CEDEX (Centro de Estudios y Experimentación de Obras Públicas): "Guía Técnica sobre tuberías para el transporte de agua a presión" y "Guía Técnica sobre redes de saneamiento y drenaje urbano".
Recomendaciones AEAS (Asociación Española de Abastecimiento de Agua y Saneamiento).
Recomendaciones ASETUB (Asociación Española de Fabricantes de Tubos y Accesorios Plásticos).
2.- Localización y caracterización de elementos y parámetros operacionales críticos de redes e instalaciones de agua.
Caso práctico
El plan de trabajo para hoy es localizar y reparar una fuga. En instalaciones de agua es una avería tan típica como compleja. No tanto por la avería en sí como por la dificultad de localización y por lo complicado del acceso (no hay que olvidar que la mayor parte de las tuberías está enterrada). Al menos esto es lo que piensa Sara, porque Andrés no está del todo de acuerdo."Sí, es cierto que a veces localizar y arreglar una fuga puede ser complicado, pero con experiencia y maquinaria adecuada no suele ser para tanto". Andrés también difiere en cuanto a que la fuga sea la avería más típica de las instalaciones de agua. "Sí que es bastante habitual, pero dependiendo del tipo de instalación, hay otros problemas relativamente frecuentes y hay algunos bastante más serios", explica Andrés, "por ejemplo, en algunas instalaciones de saneamiento el problema de las obstrucciones es más habitual que el de las fugas, de la misma manera que un escape de cloro en una estación de tratamiento es problema mucho más grave", continúa Andrés, "pero, como he dicho antes, con experiencia y un buen equipo no hay avería que se resista". Sara tiene claro que antes o después tendrá que enfrentarse a ese tipo de situaciones pero confía plenamente en la experiencia de Andrés y sabe que cuenta con un excelente equipo.
A continuación vamos a enumerar los criterios generales а tener en cuenta а la hora de llevar a cabo operaciones de mantenimiento correctivo en redes de abastecimiento, у según los cuales se han determinarán los elementos а utilizar:
Material у dimensiones de la tubería:
En el caso de tener que sustituir un tramo de tubería se intentara emplear el mismo material. En caso de ser imposible por falta de disponibilidad del material о por otros condicionantes especiales, podría emplease cualquier otro material que sea compatible. En este caso las piezas de unión о reparación deberán ser las especificas para cada tipo de material.
Las tuberías de fundición dúctil о fundición gris se repararán como norma general con tubería de fundici6n dúctil.
Las tuberías de fibrocemento se repararan evitando realizar, siempre que se pueda, cortes de tubería. Se repararán como norma general con tubería de fundición dúctil.
El diámetro exterior del tubo es el que determina habitualmente la pieza de repaгaci6n (manguitos, acoplamientos, etc) que debe utilizarse. Es por ello muy importante medir siempre el diámetro exterior del tubo en el punto о puntos donde deban acoplarse las piezas de reparación у comprobar que dicho diámetro exterior está dentro del rango de uso de la pieza de reparación.
Tipología de la avería: Según el tipo de avería, а continuación se detallan las más comunes, se aplicaran como norma general las siguientes soluciones. Hay que tener presente que dependiendo del aspecto superficial de la tubería, de cómo sea la rotura у la picadura, de cómo sea la fisura, si interior о exterior, у del material, será difícil determinar el alcance real de esta о su posible progresión, por lo tanto, se cortara una longitud de tramo mayor de la que visualmente se observa dañada, siendo siempre recomendable cambiar el tubo entero.
Avería por rotura neta, en redondo о tronchado: Para su reparación se utilizara un acoplamiento flexible о una abrazadera de reparación, con una anchura tal que cubra holgadamente toda la zona dañada у al menos 5 cm а cada lado.
Avería por picadura: En el caso de una picadura, se reparará esta mediante una abrazadera de гeparación con una anchura tal que cubra holgadamente toda la zona dañada у al menos 5 cm а cada lado.
Avería por fisura о raja: Cuando la longitud visible de la fisura sea igual о inferior а 1/3 del diámetro exterior de la tubería у no se observe posibilidad de progresión, se utilizará una abrazadera de reparación con una anchura tal que cubra holgadamente toda la fisura, у al menos 5 cm а cada lado de la fisura. En todo caso, es necesario garantizar la no continuidad de la fisura, para lo cual se cortara una longitud mayor а la del trozo que se observa dañado, aunque lo ideal es la sustitución del tubo entero.
Avería por reventón: En caso de haberse producido un reventón de la tubería, se deberá cortar todo el tramo dañado de la tubería, siendo recomendable la sustitución del tubo entero.
Características generales de los elementos de reparación
Con carácter general para todas las piezas de reparación, se recomienda que cumplan los siguientes requisitos:
Los materiales que estén en contacto con el agua no deben alterar negativamente la calidad del agua, siendo, de acuerdo con el RD 140/2003 (calidad del agua de consumo), aptos para la industria alimentaria.
Las piezas que lo necesiten tendrán un recubrimiento tanto externo como interno que las protejan de la corrosión.
Los elastómeros serán de una dureza adecuada para que realicen una buena estanqueidad у se evite la perdida de agua. Pueden ser lisos, reticulares, dentados, bilabiales, cónicos, etc. Tienen que ser duraderos en el tiempo у no deben disgregarse.
Si la pieza es resistente а esfuerzos axiales, las piezas dentadas de agarre se recomienda que sean metálicas.
Los espárragos, tornillería у elementos de apriete deberán reunir también las características de resistencia mecánica у а la corrosión similares al cuerpo de la pieza, recomendando que sean de acero inoxidable pudiendo llevar incluso un tratamiento о recubrimiento de protección. El tamaño у sección de espárragos у tornillos deben ser los adecuados para el esfuerzo que deban soportar.
Generalidades sobre los sistemas de reparación
Hasta hace no mucho tiempo la práctica habitual era cortar el tramo dañado у sustituirlo intercalando un nuevo trozo. Sin embargo han ido apareciendo en el mercado piezas que permiten en ciertas circunstancias solucionar el problema de forma duradera sin tener que cortar, lo que reduce considerablemente el tiempo de reposición del servicio. Por ello, los sistemas de reparación se han clasificado según requieran cortar о no un trozo de la tubería. En el caso de no requerirse retirar ningún trozo de tubo, la solución es instalar una abrazadera que cubra holgadamente la zona afectada; si es necesario cortar para eliminar la parte dañada, la reparación consiste en instalar un nuevo trozo, uniendo este mediante dos piezas de reparación, una а cada externo.
Es necesario consultar siempre la información del fabricante para seleccionar la pieza de reparación más adecuada para cada tubería, conocer el rango de aplicación (dimensiones у presión), el par de apriete de la tornillería у las restricciones de montaje (desviación, separación entre tubos, etc).
Para algunos materiales (hormigón, acero, etc) es importante, después de la reparación de la avería por el procedimiento у/о piezas correspondientes proceder al revestimiento de la unión/reparación, con el fin de que toda la tubería quede perfectamente protegida; este revestimiento será de iguales características que el original у se someterá а las pruebas de control correspondientes.
Materia natural o artificial que, como el caucho, tiene gran elasticidad.
De forma de redecilla o red.
2.2.- Redes de saneamiento.
Las intervenciones de mantenimiento correctivo en instalaciones de saneamiento comprenden todo tipo de reparaciones, rehabilitaciones y reformas que se realicen en la red de alcantarillado con objeto de solucionar los problemas surgidos durante la explotación, y no eliminables con la limpieza.
Dichos problemas pueden ser entre otros:
Problemas de obturaciones:
Producidos por intrusión en la red de alcantarillado de elementos tales como palos, bolsas, plásticos, que junto con las arenas y demás residuos contenidos en el agua pueden llevar a formar un tapón en el conducto que impide o dificulta la circulación del caudal. Es una de las causas más frecuentes de problemas en las alcantarillas. Muchas veces bastará la limpieza para eliminar el problema pero si el tapón está solidificado puede no bastar ésta.
Producidos por la intrusión de raíces en los conductos. que las obturan parcialmente. Esta obstrucción provoca un aumento de sedimentación que va agrandando el volumen del elemento perturbador hasta formar un tapón.
Problemas de estanqueidad:
En las juntas.
De elementos fisurados.
De albañales mal conectados.
Problemas estructurales:
Elementos de hormigón. fibrocemento, PVC, etc; rotos, dislocados o, deformados a causa de movimientos del terreno, sobrecargas puntuales o simplemente envejecimiento del material.
Elementos corroídos por efluentes agresivos.
Problemas de mala conexión de albañales, a veces penetrantes, presentando a menudo problemas de estanqueidad.
Las inspecciones realizadas en la red de alcantarillado por el personal de explotación de la red, muchas de ellas aprovechando la coyuntura de la limpieza de la alcantarilla, permitirán detectar los posibles problemas que se acaban de mencionar. En ocasiones serán los propios usuarios los que detectarán estos problemas: tapas de pozo de registro rotas, etc.
Dependiendo de la urgencia que requiera la resolución de los problemas detectados, las reparaciones serán programables o no programables, según se actúa en base a un programa preestablecido con cierta antelación de trabajos de reparación a realizar, o bien se actúe con carácter de urgencia debido a la gravedad de del problema planteado, sin atender a ningún programa previo.
Reparaciones no programables
Como reparaciones típicas no programables pueden citarse:
Reparación y reposición de tapas y marcos de pozos de registro, rejas transversales, etc.
Reparación de hundimientos en las alcantarillas.
Reparaciones interiores que requieren actuaciones urgentes, por ejemplo porque producen infiltraciones.
Las reparaciones no programables en el interior de la red de saneamiento deben efectuarse mediante lo que denominamos métodosdestructivos puesto que requieren la apertura de pavimentos para su ejecución.
Reparaciones programables
Se diferencian de las intervenciones de mantenimiento preventivo en que su objetivo es actuar, de manera programada, sobre una situación sobrevenida. Todas las acciones de mantenimiento preventivo, pese a ser también programadas, preceden o se anticipan a situaciones de avería o de reparación forzosa (no es el caso de las reparaciones programables). Como reparaciones típicas programables puede citarse:
Reparaciones de soleras, cubetas, o hastiales en caso de que no se requiera una actuación urgente.
Las reparaciones programables en el interior de redes de saneamiento se efectúan normalmente por métodos tradicionales o destructivos al igual que las no programables. Sin embargo, para el caso en que interese renovar o rehabilitar una alcantarilla, y aumentar su vida útil, además de los métodos tradicionales destructivos basados en revestimientos con morteros, se han desarrollado en los últimos años métodos de reparaciones de alcantarillas, especialmente indicadas para tubos y secciones no visitables, que permiten la realización de reparaciones sin necesidad de apertura de los pavimentos para la renovación de galerías, por lo que los denominamos métodos no destructivos.
Entre estos métodos pueden citarse:
Técnicas basadas en la inyección de resinas mediante un anillo sellador.
Técnicas basadas en el revestimiento de la alcantarilla a reparar mediante una camisa de fieltro tipo poliéster impregnado de resina.
Existen sin duda muchos métodos más pero, en este breve repaso sólo se ha hecho hincapié en aquellos de uso más extendido.
Sistemas de trabajo
Los sistemas de trabajo que se emplearán para efectuar las reparaciones dependerán de las características propias de la obra a realizar. En cualquier caso deberá buscarse la solución más racional y económica, limitando las perturbaciones en la explotación de la red y en la vida ciudadana.
Para que una reparación interior de la red sea realizada correctamente deberá trabajarse en seco, pero sin interrumpir el servicio, por lo cual los equipos de reparaciones deberán contar con los medios de desvío de caudales precisos en cada caso. En general será necesario construir tabiques que encaucen las aguas por tuberías o canales. o las desvíen a través de otras alcantarillas. Si no es posible la realización de los desvíos, las aguas se bombearán, transvasándolas a un sector aguas abajo del tramo a reparar. En caso que se requiera anular las entradas domiciliarias durante un cierto tiempo, puede hacerse privando a las viviendas del suministro de agua potable. siempre que lo autorice la empresa explotadora del servicio.
En caso que se repare la rotura de una alcantarilla. deberán tomarse precauciones en las obras, habida cuenta que la rotura de una conducción supone una aportación de agua al terreno, rompiendo su cohesión lo cual puede dar lugar a socavones por debajo del nivel en el que se está trabajando.
Canal o conducto que recibe la descarga de los bajantes de aguas residuales y la conduce al tubo de acometida a la red pública. También llamado colector del edificio.
Abertura practicada en la calzada para conducir el agua de lluvia o de riego a la alcantarilla.
Andén interior de una alcantarilla sobre el que se desplaza el personal encargado de su mantenimiento.
Parte superior triangular de la pared o muro de un edificio utilizado para disponer las pendientes de la cubierta
Autoevaluación
Retroalimentación
Falso
2.3.- Estaciones de tratamiento. Elementos comunes.
En lo referente a conducciones y tuberías, de forma general y en lo que al mantenimiento correctivo se refiere, podemos atenernos a lo expuesto en los apartados 2.1 y 2.2. Por los materiales empleados, por los accesorios interpuestos, y por las dimensiones y especificaciones de los tubos, la actuación ante averías (en su mayoría ocasionadas por fugas) es, en esencia, idéntica. La diferencia más sustancial, que en este caso obra a nuestro favor, es el hecho de que la mayor parte del conjunto de tuberías discurre por el exterior.
Vamos a analizar a continuación cuáles son los puntos críticos y las reparaciones más habituales en los elementos y equipos comunes tanto a las ETAP como a las EDAR.
Mantenimiento correctivo a motores
Sustitución del motor: La sustitución de un motor eléctrico es recomendable en cualquiera de los siguientes casos:
Cuando el motor trabaja más de 4.000 horas/año, es de eficiencia estándar y esta última se ha visto mermada por su uso. En este caso se recomienda sustituirlo por un motor de alta eficiencia.
Cuando el motor tiene más de cinco años de operación, trabaja más de 3.000 horas/año, es de eficiencia estándar y se ha quemado por alguna circunstancia. En este caso, en lugar de repararlo hay que reemplazarlo por un motor nuevo de alta eficiencia.
Cuando el motor se encuentra trabajando con un factor de carga menor al 40% o mayor al 100%. En este caso hay que sustituirlo por un motor de alta eficiencia con una capacidad tal que opere con una carga de entre el 65% y el 85%. Si el nuevo motor tiene una potencia inferior a 7,5 kW, habrá que conseguir que su carga se encuentre entre el 75% y el 90%.
Reparación del motor: La reparación del motor va a aplicar en cualquiera de los siguientes casos:
Rebobinado. Si las pruebas a la bobina arrojan resultados desfavorables o existen desbalances importantes de corriente es necesario rebobinar el motor. Si el motor ha sido rebobinado más de dos veces, es mejor sustituirlo.
Cambio de rodamientos. Cuando el rodamiento presenta algún desgaste debe ser sustituido. Al momento de efectuar la sustitución, tomar en consideración que un rodamiento no debe tocarse con las manos, ya que el ácido de la piel lo dañaría.
Sin perjuicio de todo lo anterior, estas son algunas de las acciones que se pueden llevar a cabo para el mantenimiento correctivo en general a motores: Pueden llegar a necesitarse las siguientes tareas de mantenimiento correctivo en un motor:
Sustitución del lubricante: Si las propiedades del lubricante no son adecuadas para la aplicación, sustituir el lubricante por uno que tenga las propiedades deseadas (no deben quedar residuos del lubricante que se sustituirá).
Daños en bobinas: rebobinar o sustituir el motor.
Velocidad de operación menor a la velocidad a plena carga: comprobar el voltaje de la operación y corregir problemas de rodamiento y/o cojinetes, o sustituir el motor.
Sobrecarga: corregir el problema o sustituir el motor por uno con mayor capacidad. Mediante el procedimiento del factor de carga, determinar si el motor se encuentra sobrecargado.
Voltaje de alimentación diferente al nominal: Por una caída de voltaje en la red de alimentación en este caso habría que ponerse en contacto con la compañía suministradora; o por un bajo factor de potencia, que resolveríamos sustituyendo el motor o acoplándole una batería de condensadores.
Mantenimiento correctivo en bombas
Reparación o sustitución de componentes
Prensaestopa. Sustituir empaquetaduras o sello mecánico, si existe fuga.
Estopero. Extraer la junta vieja completamente con una herramienta a tal efecto siempre que sea posible. Una vez extraído es importante limpiar perfectamente el hueco así como también sus conductos de enfriamiento. Revisar el prensaestopa, verificar su sujeción y observar que conserve su holgura.
Rodete impulsor. Si el gasto y la carga presentan una variación mayor al 10% de sus valores de diseño, es señal de que el impulsor ya muestra cierto desgaste, por lo que se recomienda sustituirlo.
Tubería de descarga. Cuando la tubería de descarga presenta corrosión avanzada es mejor sustituirla para evitar una fuga de agua que paralice el servicio.
Sustitución de la bomba. Debe ser sustituida en cualquiera de los siguientes casos:
Cuando el cuerpo de la bomba presente daños importantes, derivados de la corrosión, un atascamiento, un golpe de ariete o de la fricción.
Cuando las condiciones de operación no coincidan con las características de diseño de la bomba y esto se traduzca en baja eficiencia de operación.
Mantenimiento correctivo en válvulas
Cuando una válvula ha sufrido daño en algunos de sus componentes, esta puede repararse; para ello se recomienda seguir los siguientes pasos:
Desmontar la válvula y limpiar los componentes con productos químicos o con chorro de arena.
Inspeccionar con cuidado los componentes; tomar la decisión de reparar o reemplazar las piezas gastadas.
Soldar para rellenar superficies gastadas y mecanizar hasta conformar de nuevo. En el almacén debe haber provisión de piezas de repuesto para sustituir todos los elementos rotos o desgastados.
Montar la válvula con juntas nuevas y, si es necesario, con tornillos nuevos.
Probar la válvula reparada de acuerdo con las especificaciones para válvulas nuevas.
Aro de material absorbente que se coloca en los ejes de las bombas para evitar las fugas de líquido o gas al exterior.
Un rodete es un tipo de rotor situado dentro de una tubería o un conducto y encargado de impulsar un fluido. Generalmente se utiliza este término para referirse al elemento móvil de una bomba centrífuga, pero en ocasiones también se utiliza para referirse al elemento móvil de turbinas y ventiladores.
Autoevaluación
Retroalimentación
Falso
2.4.- Estaciones de tratamiento. Elementos propios.
Estaciones de Tratamiento de Agua Potable (ETAP)
Actuación frente a fugas
Fuga en botellas:
Fuga por la prensa de la válvula: Intentar apretar mecánicamente la misma, nunca más de 1/3 de vuelta, si no cesa, aplicar cemento con fraguado rápido.
Fuga por la salida de la válvula: Poner tapón a la misma con junta nueva (teflón o similar).
Fuga por una pared plana o convexa: Aplicar sobre el orificio una lámina espesa de goma virgen mediante dispositivos de apriete o collarines para oprimir la goma contra el orificio.
Fuga por orificio de pequeño diámetro: Obturar clavando con fuerza una pieza cónica de madera, la situación es delicada debido a que se puede agravar la importancia del escape si los bordes del orificio son muy delgados.
Fuga en la rosca de fijación de la válvula: Es el único caso que no debe de reapretarse la válvula ya que los filetes de la rosca pueden estar dañados. Obturar con cemento de fraguado rápido. Tanto en este como en todos los casos anteriores, es imprescindible avisar al suministrador para la retirada del recipiente.
Fuga de cloro: Una vez localizada la fuga, cerrar inmediatamente el contenedor para reducir la fuga y dejar el resto de la instalación de cloro funcionando para vaciar la línea. A partir de este momento podremos comenzar a reparar la avería. Lo ideal es disponer también de un clorador de reserva y si la avería se ha producido en el clorador cambiarlo mientras se repara el defecto. Si no fuera así, se debería disponer de un juego de juntas cónicas de reparación, una membrana y un tapón de regulación. Antes de volver a poner el clorador limpiarlo con alcohol y asegurarse de que está completamente seco antes de su instalación. La mayoría de accidentes en este sentido, suelen tener como causa un incorrecto trasvase entre depósitos o una manipulación inadecuada de las garrafas, bidones, tanques o similares, por lo que se deberán extremar las precauciones en estos casos. De los ocurridos con cloro gas la gran mayoría suelen deberse a escapes durante la realización de las tareas de sustitución de botellas.
Derrame de productos químicos
La secuencia de actuaciones que vamos a detallar a continuación, las deberá llevar a cabo únicamente el personal asignado. Todo aquel personal que no haya sido formado al respecto, deberá seguir en todo momento las instrucciones de los mandos intermedios, jefe de emergencia, jefe de intervención, o cualquier otro empleado de la planta con funciones específicas en este sentido.
Ponerse el equipo de protección personal adecuado según indicaciones de la ficha de seguridad del producto derramado, antes de proceder con las labores de control del derrame.
Retirar los envases que producen el goteo, introduciéndolos en recipientes adecuados a tal efecto, tales como, cubas o bandejas metálicas (acero o aluminio), para transportarlos hasta el contenedor de productos químicos o entrega al Gestor de Residuos, según proceda.
Proceder a la limpieza y retirado del producto vertido, utilizando materiales absorbentes universales u otros materiales polivalentes.
Balizar la zona del vertido hasta que la zona esté seca. Se prohíbe el acceso a la zona balizada. El trabajador al mando será el encargado de ordenar el retirado del balizado y limpieza total del vertido cuando la zona esté seca y fuera de peligro.
Gestionar los residuos generados. Una vez recogido el producto químico derramado, se procederá a su confinamiento en un recipiente (a ser posible hermético).
Para saber más
Dado que la explicación de las intervenciones de mantenimiento correctivo sobre una ETAP requiere del conocimiento de cada uno de sus procesos, repasemos con el siguiente vídeo de Veolia Agua el funcionamiento de una de estas instalaciones.
Estación Depuradora de Aguas Residuales (EDAR)
En este caso nos vamos a centrar en describir las actuaciones de mantenimiento correctivo más habituales en las estaciones depuradoras de aguas residuales mediante lagunaje, por ser este el método más extendido en nuestro país.
El lagunaje es un conjunto receptáculos creados artificialmente para que en ellos se desarrollen de forma natural los procesos de autodepuración. Estos elementos han sido dimensionados y diseñados para que el proceso tenga lugar bajo unas determinadas condiciones, tanto medioambientales como de carga. Aunque los rangos en que esas condiciones pueden moverse son amplios, en determinadas circunstancias se producen anomalías que el operador debe conocer y saber corregir. Las anomalías que pueden presentarse en las lagunas, pueden ser el resultado de problemas inherentes al influente (caudal o composición), o a problemas derivados de un mal mantenimiento.
Un aumento excesivo de caudal trae como consecuencia tiempos de retención inferiores a los previstos en las distintas lagunas, y provoca disminuciones en los rendimientos de depuración. Aumentando el número de lagunas anaerobias en operación (siempre que la estación de tratamiento disponga de varias de estas unidades), se corrige el impacto del incremento de caudal sobre la etapa anaerobia. Lo mismo puede hacerse si la instalación consta de varias unidades facultativas y de maduración. Si la estación depuradora dispone de lagunas anaerobias, lagunas facultativas y de maduración únicas, puede recurrirse a la variación de la altura de lamina de agua en las mismas, con lo que se incrementa el volumen de trabajo y, por tanto, los tiempos de retención.
Aumentos excesivos de la carga orgánica que llega a la estación de tratamiento darán lugar a sobrecargas de las distintas lagunas. Dichas sobrecargas en lagunas anaerobias originaran una intensificación en los olores que desprenden y en las lagunas facultativas y de maduración producirán la variación de la típica coloración verdosa, apareciendo tonalidades marrón-rosáceas, presencia de burbujeo en la masa liquida y generación de malos olores.
Ante fenómenos de sobrecarga orgánica se procederá como en el caso de sobrecarga hidráulica y si se detectan tonalidades rosáceas en las etapas facultativa o de maduración, se procederá a disminuir e incluso anular totalmente, la alimentación a estas lagunas, no restableciéndose hasta que no se recupere la tonalidad verdosa característica. Si las tonalidades rosáceas se detectan en la etapa facultativa pero no en la posterior maduración, puede recurrirse a la recirculación de las aguas, desde las lagunas de maduración a las lagunas facultativas.
Entre los problemas derivados del mal mantenimiento destacan:
Aparición de flotantes: Aunque no es normal que llegue a constituir un problema en sí, lo son las consecuencias que pueden derivarse de su existencia: aparición de mosquitos e impedimento a la penetración de la radiación solar. La eliminación de los flotantes se efectuara con ayuda de un recoge hojas de piscina, aprovechando los momentos en que, por efecto del viento, queden confinados en las proximidades de las orillas de las lagunas.
Aparición de malas hierbas: La aparición de malas hierbas en los taludes interiores de las lagunas acarrea dos consecuencias negativas: aparición de mosquitos y la posibilidad de servir de contención a los flotantes provocando su acumulación. La eliminación de estas hierbas puede efectuarse mediante el empleo de herbicidas o por medios mecánicos.
Acumulación de fangos: Esta acumulación tiene lugar, fundamentalmente, en el fondo de las Lagunas Anaerobias. La frecuencia de extracción de los mismos puede fijarse en tres-cuatro anos, y será la propia apariencia de los efluentes de estas lagunas (incremento en los sólidos en suspensión) la que indique cuando debe procederse a dicha extracción.
Como norma general, para evitar los problemas que ocasionan vertidos incontrolados a la red de saneamiento municipal (aceites usados, efluentes industriales, residuos de instalaciones ganaderas), se recomienda la implantación y el cumplimiento riguroso de una ordenanza de vertidos a colectores municipales.
Depuración de aguas residuales en estanques impermeables con ayuda de microorganismos de algas o plantas acuáticas.
Por contraposición a "efluente", es el caudal que ingresa en la unidad de tratamiento.
Laguna que opera, en su estrato superior como laguna aeróbica, en su estrato inferior como laguna anaerobia, y en el estrato intermedio, con la presencia de bacterias se crea un estrato particular llamada zona facultativa
Laguna artificial para el tratamiento primario de las aguas residuales diseñado fundamentalmente para la separación de materia orgánica suspendida y parte de la fracción soluble de materia orgánica .
Las lagunas de maduración tienen como objetivo principal la de reducir la concentración de bacterias patógenas. Estas lagunas generalmente son el último paso del tratamiento antes de volcar las aguas tratadas en los receptores finales o de ser reutilizadas en la agricultura.
Para saber más
Dado que la explicación de las intervenciones de mantenimiento correctivo sobre una EDAR requiere del conocimiento de cada uno de sus procesos, repasemos con el siguiente vídeo de Veolia Agua el funcionamiento de una de estas instalaciones.
2.5.- Instalaciones de riego.
En general, por su configuración y condiciones de trabajo, en muchos sentidos el mantenimiento correctivo en instalaciones de riego guarda grandes similitudes con el mantenimiento de instalaciones de abastecimiento de agua. Muchos de los planteamientos del 2.1 son de aplicación directa en el contexto de redes de riego. Hay cuestiones, no obstante, que son específicas de este tipo de instalaciones. Antes de abordarlas conviene tener en cuenta las siguientes recomendaciones previas a la reparación de una avería en una instalación de riego:
Es necesario determinar con precisión la naturaleza del daño, los repuestos y herramientas necesarias.
Deberemos informar a los usuarios del tramo afectado y suspender el servicio.
Siempre intentaremos desenterrar un tramo de tubería de una longitud suficiente para no forzarla durante la reparación.
Hay que tratar de evitar realizar reparaciones parciales o provisionales en la medida de lo posible.
La reparación debe ser dirigida por una persona autorizada y conocedora del manejo del sistema. Muchas personas opinando, sólo producen confusión y malos resultados.
Es imprescindible tener plena constancia del éxito de la reparación antes de proceder a tapar las tuberías (prueba hidráulica).
Reparar y tener las estructuras metálicas pintadas y engrasadas.
Dada la naturaleza y ubicación de las redes de riego las averías por obstrucción merecen una atención especial. Todas las partes de una red de riego son susceptibles de sufrir este tipo de situaciones. El riesgo de padecerlas es mayor cuando el sistema se abastece desde un pozo, depósito o alberca; y aún se ve más acrecentado cuanto más próximos estamos a la zona de emisores. El método de riego también tiene mucho que ver con la mayor o menor exposición a obstrucciones; así, los sistemas con más posibilidades de padecerlas son, en este orden: riego por inundación, riego por aspersión y riego localizado o mediante goteo.
depósitos con aguas estancadas y aguas de superficie que llevan en suspensión partículas minerales o que puedan producir precipitados químicos u orgánicos, predisponen a que se produzca obstrucciones en los puntos de consumo. Estas obturaciones disminuyen y suprimen a veces la aportación de agua a las plantas, principalmente por su facilidad de obstrucción al ser los orificios de los emisores, en su mayoría, de diámetro muy reducido.
También, al evaporarse el agua en los puntos de emisión, después de cada riego, la concentración de las sales disueltas se incrementa quedando pegadas a los orificios de salida de agua y ocasionando su obturación. Estos problemas no sólo causan daño a las plantas por su falta de riego, sino que también aumentan los costes de mantenimiento de la instalación y la mano de obra adicional para su control y tratamiento. Es importante averiguar la causa de las obturaciones ya que de esta forma su prevención y control es más eficiente.
Obstrucciones físicas: Están originadas por cuerpos/partículas de mayor o menor tamaño que reducen o cubren por completo la sección de una tubería o el orificio de salida de un emisor. Para devolver a una situación operativa normal a una de estas instalaciones deberemos eliminar físicamente los elementos que han generado la obstrucción. Estaremos hablando, por tanto, de extracción y limpieza. No debemos descartar, no obstante, la posibilidad de tener que desmontar y sustituir emisores y/o tramos enteros de tubería que no podamos desatascar. A la hora de minimizar las intervenciones de mantenimiento correctivo por obstrucciones físicas en una red de riego deberemos tener en cuenta:
Las obturaciones provocadas por partículas gruesas se pueden evitar con la instalación en el cabezal de riego localizado de un equipo de filtrado adecuado al tipo de agua y a la cantidad de sustancias en suspensión que tenga. Si el agua lleva gran cantidad de sólidos en suspensión será necesario instalar también un equipo de prefiltrado para eliminar parte de los contaminantes antes de su paso por los filtros.
Las obstrucciones por partículas finas se producen cuando el agua presenta sólidos en suspensión, sobre todo arenas y limos. En el caso de embalses, la presencia de microorganismos, pequeños peces y sobre todo de algas, puede suponer un factor importante de obstrucción, tanto de rejillas como de los elementos filtrantes del cabezal de riego y los propios emisores.
En las partes de la instalación que discurren bajo el terreno, se puede prevenir la entrada de raíces con la aplicación de herbicidas usando la propia red de riego. El uso de esta técnica debe ser controlado por personal especializado para determinar el tipo de herbicida, la dosis del mismo y las condiciones y método de aplicación. También existen en el mercado emisores impregnados de herbicida que van liberando la sustancia activa a lo largo del tiempo.
En este mismo tipo de instalaciones, uno de los problemas más importantes es la succión de suciedad por los emisores al dejar de regar. Para que esto no ocurra, la instalación debe dotarse de sistemas de inyección de aire a presión, que se activan en el momento de dejar de regar, o elegir emisores que dispongan de dispositivos antisucción.
Por último, La proliferación de microorganismos en el interior de la instalación de riego puede provocar con frecuencia la formación de obstrucciones, sobre todo en los emisores. Fundamentalmente se trata de algas, filamentos y geles bacterianos y fauna acuícola.
Obstrucciones químicas:Se producen por la precipitación de sales disueltas en el agua de riego, fundamentalmente al evaporarse el agua. Las precipitaciones más frecuentes son las producidas por los carbonatos que contiene el agua de riego, así como el hierro y los fertilizantes. Veamos algunos de los casos más frecuentes:
Precipitados del calcio: Se producen sobre todo en forma de carbonatos y en aquellos puntos donde el agua queda en reposo entre un riego y otro, o en la salida de los emisores, donde la concentración de sales aumenta como consecuencia de la evaporación. Una vez que se ha producido la precipitación de sales de calcio, los tratamientos correctores son de eficacia muy variable según el grado de obturación y el tipo de emisor. Normalmente se consiguen despegar las incrustaciones, pero es frecuente que queden pequeñas partículas en el agua y formen de nuevo precipitados que den lugar a nuevas obturaciones. Estos tratamientos consisten en la aplicación de ácido a altas concentraciones.
Precipitados de hierro: Se producen en aguas ácidas que llevan hierro disuelto, que al oxidarse precipita y forma depósitos color marrón en filtros y emisores. El tratamiento para eliminar precipitados de hierro en la red de riego se realiza con ácido. El procedimiento es el mismo que en el caso de los precipitados de calcio pero en este caso se utilizará ácido sulfúrico. Éste disolverá los sedimentos que se hayan formado por la precipitación del hierro y al mismo tiempo, mantendrá en solución el que vaya en el agua para que no precipite.
Precipitados procedentes de fertilizantes: El uso inadecuado o excesivo de fertilizantes puede llevas la obturación de filtros y emisores por la precipitación de sus componentes químicos. Una mala disolución o incompatibilidad de estos al preparar la solución nutritiva, puede producir también reacciones con algún elemento propio del agua de riego. Cuando las medidas preventivas no son suficientes y aparecen obturaciones por precipitación de los fertilizantes, el tratamiento para eliminarlos será, como en los casos anteriores a base de ácido. El tipo de ácido que se utilice dependerá de la naturaleza del precipitado que se forme, es decir, se aplicará ácido nítrico, fosfórico o sulfúrico, según el caso.
Es el recinto donde se instalan los sistemas que permiten hacer llegar el agua a los emisores de riego en las condiciones que se requieren para ello.
3.- Técnicas de localización y diagnóstico de averías en redes e instalaciones de agua.
Caso práctico
Sara y Andrés han llegado a la zona donde deben localizar una fuga de agua. Éste le ha explicado mientras preparan el equipo, a grandes rasgos, cómo localizar de manera fiable el punto exacto donde deberán excavar. Utilizarán un geófono y, cuando ubiquen el área de la fuga, la confirmarán por otros medios. "Es bueno contrastarlo de varias maneras, una vez que empiezas con la excavación ya no hay vuelta atrás". Sara nunca ha utilizado un geófono y le pide a Andrés que le permita localizar la fuga a ella.
"Será mejor que en esta ocasión la busque yo y te explique cómo hacerlo; no es nada fácil, una vez encontremos la tubería oiremos en todo momento ruido de agua, hay que saber distinguir dónde es más intenso. Además, encontrar la señal no es sencillo, hay que dar con la frecuencia adecuada, y eso depende de del tipo de suelo, del material de la tubería, de la humedad del terreno, del caudal de la fuga,...", explica Andrés. "Esta vez puede ser complicado porque la fuga no parece muy importante, y el geófono es efectivo cuando la pérdida es relativamente grande". Aprender a localizar fugas es un proceso largo y requiere mucha dedicación, pero Andrés ha prometido a Sara que le enseñará, "sólo es cuestión de tiempo y paciencia".
3.1.- Identificación y descripción de averías críticas.
Cuando se produce una avería en la red se ha de poner en marcha la operativa de reparación de forma inmediata, con la consigna de que se realice en el menor plazo posible у dando la solución más duradera, procurando siempre afectar al menor número de abonados у durante el menor periodo posible. Asimismo, también se debe tener especial atención а los problemas que se pudieran ocasionar al tráfico у а peatones, por lo que tras la solución del fallo en el servicio, una vez reparada la avería, se agilizarán los trabajos de obra civil para dejar expedita la vía pública. Las actuaciones de mantenimiento correctivo son más habituales en red de distribución aunque es especialmente crítica en las redes de traídas у arteriales. Todo el proceso que se detalla es válido para todo tipo de redes.
Las tuberías de las redes de suministro que transportan у distribuyen el agua, van normalmente enterradas en el subsuelo de las poblaciones, bajo pavimentos de aceras, asfalto, adoquines, etc, tapadas con tierras de relleno, gravas, zahorras о entubadas у protegidas con hormigón en cruces de calzadas о puntos donde puedan sufrir cargas elevadas. No es habitual que las tuberías discurran por la superficie de forma visible о por el interior de galerías visitables, condiciones bajo las que sería sencillo encontrar el punto exacto donde se tiene que reparar la avería.
Cuando se instala una nueva tubería es imprescindible realizar los "croquis" desmontaje у planos que permitan conocer la situación en planta у la profundidad de la red existente, con el fin de poder disponer de información gráfica que permita tenerla localizada у poder realizar posteriormente cualquier actuación sobre la misma, como sería el caso de una reparación. Con el transcurso de los años, los datos de distancias у profundidades reflejados en los planos у croquis de montaje van perdiendo exactitud al cambiar las referencias por modificaciones de las calles, construcción de nuevos edificios у cambios en los elementos urbanísticos; aun con estas consideraciones, es básico disponer de estos planos у croquis ya que, con las consideraciones anteriores, con una inestimable información que nos facilitara enormemente los trabajos de mantenimiento correctivo.
En los últimos años, con el continuo avance de la informática у la posibilidad de disponer en un ordenador de todos los datos referentes а planos de la red sobre una base cartográfica (GIS), у la utilización para uso civil de la red de satélites de posicionamiento (GPS americano у Galileo europeo), las tuberías pueden situarse con coordenadas UTM que nos ofrecen un exacto posicionamiento aun variando las referencias externas locales. No obstante, el uso de coordenadas UTM nos hace dependientes de los satélites, por lo que aun siendo de gran utilidad, debemos de seguir disponiendo de las referencias locales tanto en planta como en profundidad.
Por todo lo anterior tenemos que considerar que tanto los croquis como los planos de que dispongamos nos serán de gran utilidad para situar у encontrar las tuberías, si bien los datos que ofrecen debemos tomarlos siempre como aproximados. Como complemento а toda esta información gráfica, tenemos los elementos visibles de la propia red: arquetas у registros de válvulas, desagües, ventosas, postes de situación, etc, о parches de anteriores reparaciones aun visibles en los pavimentos, etc. Podemos considerar también el uso de equipos electrónicos que nos permitan identificar la situación de la tubería como es el uso de georradares, inyección de señales electrónicas sobre un elemento accesible de la tubería intentando su localización con un receptor de señales, etc.
Se define como zahorra el material granular, de granulometría continua, utilizado como capa de firme. Se denomina zahorra artificial al constituido por partículas total o parcialmente trituradas, en la proporción mínima que se especifique en cada caso. Zahorra natural es el material formado básicamente por partículas no trituradas.
Un sistema de información geográfica (SIG, también habitualmente citado como GIS por las siglas de su nombre en inglés) es un conjunto de herramientas que integra y relaciona diversos componentes que permiten la organización, almacenamiento, manipulación, análisis y modelización de grandes cantidades de datos procedentes del mundo real que están vinculados a una referencia espacial
El sistema de coordenadas UTM (Universal Transversal de Mercator), por definición, es un sistema basado en la proyección cartográfica de Mercator, sus unidades son los metros a nivel del mar, que es la base del sistema de referencia.
Cada vez más, el subsuelo de las poblaciones у en especial en las grandes ciudades esta mas saturado con las canalizaciones de los diversos servicios. А las de agua potable у saneamiento, se añadieron las de electricidad у gas, у posteriormente se sumaron las de semáforos, alumbrado у teléfonos; en estos últimos años, con la liberalización de los servicios, especialmente de telecomunicaciones, el número de canalizaciones ha aumentado considerablemente. No resulta pues extraño encontrarnos en el momento de descubrir nuestra tubería, que esta se encuentra rodeada de otros servicios, lo que dificulta el acceso para actuar sobre la misma.
Antes de adentrarnos en cómo se debe reparar una tubería de agua, es necesario localizar у encontrar el lugar exacto donde se tiene que actuar. El punto por donde vemos salir el agua no tiene porqué coincidir con el punto en donde está localizada la avería; el agua siempre busca el camino que le ofrezca la menor resistencia. En el caso de un reventón о una fuga provocada, (maquinas excavadoras, perforadoras, martillos neumáticos, etc) podemos tener situado con relativa certeza el punto donde se debe realizar la reparación. Pero en otras muchas ocasiones esta localización no es tan sencilla. El agua, en su camino, puede aflorar en un punto у tener su origen а bastante distancia de donde lo observamos. incluso, sabemos que en una red de agua podemos tener importantes averías en donde el agua perdida no sea visible (al irse por el subsuelo о а un colector cercano).
Debes conocer
Cada vez que debemos acometer una intervención de mantenimiento correctivo tenemos que tener presente que hay cinco períodos de tiempo en los cuales el elemento de fallo no está operativo:
Tiempo transcurrido desde que se produce la avería hasta que se detecta, o tiempo de respuesta.
Tiempo necesario para contar con quien efectúa la reparación (disponibilidad del personal técnico encargado de la reparación).
Tiempo que transcurre hasta disponer de los recambios necesarios para reparar el fallo.
Tiempo necesario para subsanar la avería.
Tiempo necesario para la nueva puesta en servicio de la red (limpieza, desinfección, etc).
3.2.- Técnicas de detección y evaluación de fugas.
Las fugas son el tipo de avería más habitual en redes de agua. Si bien tendemos a hablar de "fugas" de agua de manera bastante inespecífica, no todas las fugas de agua son iguales. En general, en base a su origen y a su forma de manifestarse se pueden clasificar en tres grupos:
Roturas o Debidas a causas accidentales (fracturas de tuberías en obras, reventones, etc). En este tipo de fugas suele perderse gran cantidad de agua en poco tiempo, pero son fácilmente detectables y su reparación es inmediata.
Fugas ocultas de mediano o gran caudal o Pérdidas que se producen en terrenos permeables que filtran el agua. La mayoría suele detectarse por las variaciones de presión, por el incremento de consumo o por el aumento de los caudales mínimos nocturnos. El tiempo de detección depende enormemente de la política activa de detección de fugas que adopte el abastecimiento.
Fugas de pequeño caudal o Se producen en las válvulas de regulación, acometidas, hidrantes, bocas de riego mal cerradas, etc. Son de difícil detección ya que no provocan un cambio brusco en consumos o presiones, aunque con el paso del tiempo este hecho representa una gran cantidad de agua perdida.
En cuanto a la detección de fugas en redes de agua podemos agrupar las distintas técnicas en dos bloques:
Métodos indirectos de detección
Sectorización: consiste en subdividir la red en partes que, normalmente, son dependientes durante el día e independientes durante la noche, mediante electroválvulas motorizadas, con el fin de prelocalizar el problema. La medición de caudales nocturnos en sectores de dimensiones conocidas da una alarma fiable de donde existe una fuga.
Análisis de presiones: Del estudio de presiones de una red se concluye que no todas las horas del día requieren la misma presión, de ahí que un ajuste horario de presiones en la red puede ser de gran ayuda para limitar el volumen de agua perdido en fugas no localizadas.
Métodos directos de detección
Registradores acústicos de sonido: Se componen básicamente de varios sensores con unidad de almacenamiento de datos en cada uno de ellos, y un software para la lectura de la información recibida y la programación de sensores y unidades de almacenamiento. Los sensores reciben la señal transmitida por el ruido de fuga a través de la tubería (conducida por las propias paredes del tubo) o como onda de presión a través del agua.
Sistema permanente de detección de fugas: En un principio los registradores acústicos de ruido fueron utilizados de manera puntual. Los resultados obtenidos hicieron que las compañías de agua inmediatamente comenzarán a aplicar estos equipos de forma sistemática, mediante la instalación de registradores de ruido en cada una de las válvulas. Estos registradores cuentan con un módulo de transmisión de radio, que cada 5 segundos trasmite la información sobre el estado en que se encuentra.
Varillas de escucha: Consiste en un tubo metálico hueco terminado en forma de campana que produce una reverberación del sonido en su interior indicando la presencia de fuga. Es un instrumento de uso muy sencillo y de bajo coste, pero que requiere una gran experiencia por parte del técnico
Varilla de escucha electrónica: Es una evolución respecto del equipo anterior y está constituida por un par de auriculares y una varilla electrónica que lleva acoplada en su interior un sensor piezoeléctrico, conectado a un amplificador con un sistema de filtros que aumentan la sensibilidad del instrumento.
Geófono: es un instrumento compuesto por un módulo de control y amplificación, un micrófono de pie tipo campana, un par de auriculares y una varilla de contacto que la mayoría de casas comerciales ofrecen de forma opcional.
Correlador: Este equipo está compuesto por una unidad central, una pareja de sensores, unos auriculares y un software para el tratamiento de datos. La unidad central tiene funciones de amplificación, selección de filtros, control y tratamiento de datos. Los sensores captan la señal y los transmisores la envían a la unidad central donde se procesan los datos y visualizan los resultados.
Equipo de detección con gas: El método de funcionamiento de este equipo consiste en vaciar la tubería y presurizarla con la introducción de un gas rastreador no tóxico, que puede ser hidrógeno o helio. De esta forma se chequea el estado de la tubería detectando cualquier escape de gas con un sensor específico, que marca el lugar de la fuga y la concentración del gas fugado.
Termografía infrarroja: El sistema de escaneado termográfico refleja la temperatura superficial del terreno sobre el que se asienta la tubería que deseamos chequear. Esta temperatura depende de la composición del subsuelo y de las condiciones superficiales y atmosféricas.
Georradar: Equipo basado en el estudio de la reflexión que experimentan las ondas electromagnéticas cuando inciden en la superficie de separación de dos materiales con constantes dieléctricas diferentes. El georradar utiliza el hecho del cambio de las propiedades del terreno para detectar cables, fugas, etc.
Para saber más
El geófono es una de las herramientas de uso más extendido en la localización de fugas. Requiere de cierta experiencia en su utilización pero da excelentes resultados. Te ofrecemos a continuación un vídeo de presentación del modelo DXmic del grupo Mejoras Energéticas S.A.
3.3.- Sectorización de redes.
La sectorización de instalaciones de abastecimiento de agua parte de una concepción avanzada del diseño en malla de la red. El objetivo original en los primeros planteamientos de estos sistemas era doble: Por un lado se buscaba garantizar el suministro, limitando al máximo las interrupciones por operaciones de mantenimiento, rehabilitación o ampliación. Por otro lado, como ya se ha señalado en el epígrafe anterior, se pretendía un seguimiento y contrastación de caudales/consumos para poder ubicar posibles fugas.
Con el paso del tiempo, el desarrollo y complejización de las redes, la creciente importancia de la eficiencia en los procesos y la necesidad de implementar estándares de calidad en el servicio; la sectorización ha pasado a ser un instrumento indispensable en el nuevo diseño y operativa de las instalaciones de abastecimiento.
Como se ha señalado la incorporación de elementos para sectorizar las redes es una práctica extendida desde hace décadas. Tanto es así, que buena parte de los reglamentos locales incorporan artículos en este sentido. A modo de ejemplo veamos qué dice al respecto el "Reglamento de los servicios municipales de abastecimiento y saneamiento de agua del ayuntamiento de Benavente" (2012) en su punto 3.1.8: "El prestador del Servicio podrá fijar a los promotores o solicitantes de ampliaciones de la red de distribución la instalación de contadores sectoriales para control de las fugas existentes en las obras ejecutadas. Dichos contadores sectoriales se instalarán en arqueta enterrada, sobre un by-pass que permita la sustitución del contador sin interrupción del suministro. Estos contadores irán montados tras un filtro que evite su parada por posibles arrastres que se produzcan en la tubería".
Sectorización para control de fugas
Como se ha señalado, la sectorización, en un principio, tuvo como principal objetivo la detección y control prematuro de fugas de agua. A la configuración ya descrita, con contadores sectoriales, se le han ido añadiendo progresivamente dispositivos y sistemas más complejos de monitorización y seguimiento, con una triple finalidad:
Localización de fugas de agua.
Persecución de fraudes y robo de agua.
Subsanación de posibles errores de facturación.
Para ello se han implementado, entre otros, dos tipos de sistemas:
Macromedidores: Cuyos datos son exportados automáticamente y durante las 24 horas al software de análisis y gestión, permitiendo realizar estadísticas que ayudan a identificar el motivo de la pérdida de agua y su ubicación.
Caudalímetros y contadores sectoriales electrónicos: conectados a data loggers que se encargan de la lectura remota continuada de los índices de cada punto de lectura de la red. Estos dispositivos realizan cálculos previos (caudales medios, mínimos, máximos, etc) y presentan los balances diarios. Operan 24 horas al día proporcionan la lectura de los caudales nocturnos, un dato clave para la detección de fugas de agua. Los datos se transmiten diariamente a los sistemas centrales para analizar su evolución a lo largo del tiempo y para cotejarlos sector por sector.
Un registrador de datos (data logger) es un dispositivo electrónico que registra datos en el tiempo o en relación a la ubicación por medio de instrumentos y sensores propios o conectados externamente.
Para saber más
El caudalímetro es un elemento fundamental a la hora de sectorizar una red de abastecimiento de agua. A través de la información recabada por él podemos conocer y monitorizar las posibles variaciones del caudal en el interior de las tuberías. Como parte de un sistema externo más complejo podemos extraer datos, hacer estudios comparativos, guardar históricos de funcionamiento, etc. Ofrecemos a continuación la presentación de un caudalímetro de inserción del grupo Mejoras Energéticas S.A.
Definición y objetivos de la sectorización
El término sectorización es conocido como la formación de zonas de suministro autónomas, aunque no independientes, dentro de una red de distribución; en otras palabras, es la división o partición de la red en muchas pequeñas redes, con el fin de facilitar su operación. De este modo, es mucho más sencillo controlar los caudales de entrada en cada sector, las presiones internas de la tubería, la demanda y el consumo, así como las pérdidas de agua, tanto en fugas como en usos no autorizados. Aún más, puede conducirse el agua por la red primaria, sin exceso de conexiones con la secundaria, desde la fuente de alimentación hasta los puntos más lejanos.
La necesidad de llevar a cabo la sectorización de la red de distribución se hace mayor mientras ésta sea más grande, y por consecuencia su operación se vuelve más compleja. De este modo, destacan dos características principales de las grandes redes: funcionan con diversos niveles de presión a lo largo de la red, en el transcurso del día y de la noche y están formadas por una gran cantidad de circuitos cerrados. Así, podemos definir una serie de elementos necesarios para sectorizar una red:
Que se trate de un área completamente aislada.
Que pueda disponer de un suministro de agua independiente.
Que cumpla especificaciones de velocidad y presión en todas sus tuberías y nodos.
Que garantice un suministro continuo a usuarios.
Sectorización y puntos de alimentación
Los criterios a seguir para llevar a cabo la división en sectores, parten de la infraestructura existente y de las diferentes zonas de presión en operación normal antes de iniciarse el proceso. Como resultado se llega a una primera propuesta de sectorización. Ésta y las adecuaciones que posteriores pueden realizarse atendiendo las siguientes recomendaciones:
Generalmente se pueden considerar de 1 a 5 sectores por cada 100 hectáreas (1 km2); en zonas con alta densidad de población, los sectores pueden ser de 10 a 15 hectáreas. Algunos expertos dimensionan los sectores en función del número de usuarios o de tomas.
Cualquiera de las recomendaciones que haya sido seleccionada para definir el tamaño de los sectores, deberá ajustarse a la geometría de la red, sobre todo a la adaptación de las condiciones de operación actuales y la facilidad de contar con un punto de suministro, aunque siempre será prudente contar con una alimentación de respaldo, aunque ésta se mantenga cerrada y sólo se utilice en contingencias.
Minimizar las variaciones de presión de servicio al interior del sector; esto es, mantener una cierta uniformidad de presiones entre los 15 y 50 mca, correspondientes a la dinámica mínima y estática máxima, respectivamente.
Siempre será conveniente verificar las velocidades del agua, las que podrán estar comprendidas entre 0,6 y 2 m/s.
Algunos de los problemas más comunes en la delimitación de los sectores, se refieren a la caída de la presión en algunos puntos, la presencia de altas velocidades y la elevación de la presión durante las horas de menor consumo. Generalmente, este tipo de inconvenientes se suelen reducir estableciendo dos puntos diferenciados de alimentación o incluyendo la instalación de dispositivos reductores de presión. En ocasiones, sin embargo, se hace necesaria la construcción de líneas de interconexión adicionales.
Es la que ejerce el fluido al tener una velocidad relativa y perpendicular respecto a una superficie, y es proporcional a la densidad del fluido.
Es la presión que ejercen los fluidos en reposo hacia todas las paredes de los recipientes que los contienen.
Autoevaluación
Retroalimentación
Verdadero
4. Elemento y sistemas de reparación.
Caso práctico
Una vez Sara y Andrés han localizado donde esta la avería tienen que proceder a arreglarlo. Andrés le dice a Sara "Una vez que hemos localizado la avería tenemos que decidir que método de reparación utilizaremos, esto dependerá del tipo de avería y de la tubería".
Sara le pregunta a Andrés "¿No podemos prever que elementos vamos a necesitar?" a lo que que Andrés le contesta "Según la documentación existente podemos conocer el material que vamos a tener que reparar, pero el alcance real de la avería no lo conoceremos hasta hacer la excavación. Una vez que tengamos toda la información puede que sea suficiente con una abrazadera que tapone la picadura pero también es posible que tengamos que sustituir algún tramo de la tubería, para lo que necesitaremos a parte de un tramo de tubería nuevo métodos de unión entre tramos en cada extremo".
4.1.- Elementos y sistemas de reparación.
Además de la soldadura en las tuberías de acero u hormigón con camisa de chapa, en muchas reparaciones se utilizan accesorios que permiten actuar sobre una tubería dañada. Estas piezas de reparación, con carácter general, se recomienda que cumplan los siguientes requisitos:
Los materiales que estén en contacto con el agua no deben alterar negativamente la calidad del agua.
Las piezas que lo necesiten tendrán un recubrimiento tanto externo como interno que lo protejan de la corrosión.
Los elastómeros serán se una dureza adecuada para que realicen una buena estanqueidad y se evite la pérdida de agua. Tienen que ser duraderos en el tiempo y no deben disgregarse.
Si la pieza es resistente a los esfuerzos axiales, las piezas dentadas de agarre se recomiendan que sean metálicas.
Los espárragos, tornillería y elementos de apriete deberán reunir también las características de resistencia mecánica y a la corrosión similares al cuerpo de la pieza, recomendando que sean de acero inoxidable pudiendo llevar incluso un tratamiento o recubrimiento de protección. El tamaño y la sección de espárragos y tornillos deben ser adecuados para el esfuerzo que deban soportar.
Hasta hace no mucho tiempo la práctica habitual era cortar el tramo dañado y sustituirlo intercalado un nuevo trozo. Sin embargo han ido apareciendo en el mercado piezas que permiten en ciertas circunstancias solucionar de forma duradera sin tener que cortar, lo que reduce considerablemente el tiempo de reposición del servicio. Por ello, los sistemas de reparación se han clasificado según requieran cortar o no un trozo de tubería. En el caso de no requerirse retirar ningún trozo de tubo, la solución es instalar una abrazadera que cubra holgadamente la zona afectada; si es necesario cortar para eliminar la parte dañada, la reparación consiste en instalar un nuevo trozo, uniendo éste mediante dos piezas de reparación, una en cada extremo.
Es necesario consultar siempre la información del fabricante para seleccionar la pieza de reparación más adecuada para la tubería, conocer el rango de aplicación, el par de apriete de la tornillería y las restricciones de montaje.
Además en algunos materiales como el hormigón o acero es importante, después de la reparación, proceder a la protección del revestimiento de la unión/reparación, con el fin de que toda la tubería quede perfectamente protegida. Este revestimiento tendrá que ser de iguales características que el original y se someterá a las pruebas de control correspondientes.
Polímero que presenta propiedades elásticas.
Par de giro con el que se debe apretar un tornillo o un tuerca
La tabla resume las piezas de reparación que se pueden utilizar para cada tipo de material, diferenciando reparaciones con corte de tubería o sin corte. Se ha clasificado la idoneidad de su uso para cada material mediante los símbolos, siendo (*****) la máxima idoneidad y (*) la mínima.
4.2.- Reparación de tuberías de fibrocemento.
En caso de tener una avería en una tubería de fibrocemento se recomienda descubrir la tubería hasta las uniones más cercanas y se sustituya el tubo entero, de esta manera se evita realizar cualquier corte sobre la tubería en cuyo caso se deberán tomar medidas de seguridad específicas.
Sin embargo en algunas ocasiones no se puede descubrir toda la tubería y por eso se debe hacer uso de accesorios. Cabe destacar que se debe hacer una medición del diámetro “in situ” para poder elegir el accesorio más adecuado.
Reflexiona
¿Sabías que las tuberías de fibrocemento hay que manipularlos con especial atención ya que pueden contener amianto?
En el siguiente enlace se puede leer la información necesaria para actuar con seguridad en este tipo de casos.
Cuando la avería se ha producido por una picadura en la tubería y no se observa un deterioro de la misma, se utilizarán abrazaderas de reparación, abrazaderas de reparación partidas o abrazaderas de reparación flexible de acero inoxidable.
Se tendrá especial atención a la hora del apriete de la tornillería, aplicando el par de apriete por el fabricante, para no dañar la tubería.
Sistemas de reparación con corte de tubería
Si es necesario sustituir un trozo de tubo o todo él y por tanto introducir en la canalización un trozo de tubo de otro material, se recomienda que dicho material sea rígido y del mismo diámetro nominal y presión nominal. No es recomendable sustituir tramos de fibrocemento por materiales a los que los cambios de temperatura producen importantes contracciones y dilataciones. Si se utilizan estos materiales, sería obligatorio el uso de accesorios resistentes a la tracción, aunque si bien puede llegar a asegurar una buena unión entre la tubería de fibrocemento y el nuevo tramo, no se garantizaría la integridad del acoplamiento flexible más cercano a esta unión. Los accesorios a utilizar son acoplamientos multidiámetro con junta flexible.
Debe considerarse que los diámetros de la tubería averiada y del trozo de tubo utilizado para la reparación, deben estar dentro del rango de uso del acoplamiento que se vaya a utilizar.
También se pueden utilizar las piezas de reparación especificadas en el apartado “sistemas de reparación sin corte de tubería”, si bien debe tenerse muy en cuenta que en este caso tanto el tubo como el trozo de tubo utilizado para la reparación deben tener el mismo diámetro exterior.
Un sistema clásico de reparación de tubos de fibrocemento es la unión GIBAULT, pero el problema de las uniones es el mismo que las piezas anteriores, que el diámetro de los extremos de las tuberías deben ser iguales.
Es un pequeño agujero que se produce habitualmente por la acción exterior de la maquinaria de obras o por acción de la corrosión.
Autoevaluación
Retroalimentación
Falso
Las tuberías de fibrocemento, sobre todo las más antiguas, pueden contener amianto por lo que se deberán tomar las medidas de seguridad relativas a la manipulación de amianto en el caso de tener que cortar la tubería. Además se utilizarán métodos de reparación que no requieran el corte de la tubería preferentemente.
4.3.- Reparación de tuberías de fundición.
Es importante medir siempre el perímetro de la tubería una vez descubierta para seleccionar el accesorio que mejor se adapte, que normalmente suelen abarcar un rango de diámetros, como son los llamados acoplamientos multidiámetro.
Existe una gran cantidad de elementos para la reparación e interconexión entre elementos, que puede resumirse en:
Sin corte de tubería, abrazaderas.
Con corte de tubería, manguitos para conexión a mismo material o distinto (gran tolerancia).
Sistema de reparación sin corte de tubería
En el caso de que el daño ocasionado a la tubería sea pequeño se puede reparar con una abrazadera mecánica de dos o tres sectores apropiada para la dimensión de la avería y la presión nominal de la tubería instalada.
Estas abrazaderas están provistas de una junta interior que garantiza una estanqueidad total al realizar el apriete de los tornillos. El exterior está fabricado generalmente en acero inoxidable o fundición con pintura de protección para evitar problemas de corrosión.
Sistemas de reparación con corte de tubería
En el caso en que sea necesario sustituir un tramo de tubo o todo él y que, por tanto, sea necesario introducir en la canalización de fundición un trozo de tubo este deberá ser también de fundición. En caso de que no se disponga de tubo de fundición y tenga que ser de otro material, se recomienda que dicho material sea rígido, por ejemplo, acero y del mismo diámetro y presión nominal. Los accesorios a utilizar serían acoplamientos multidiámetro.
Se recomienda que estos acoplamientos cumplan la norma UNE EN 14525:2005, ya que asegura el servicio en las condiciones más desfavorables de la conexión.
También se pueden utilizar piezas especificadas en el apartado “sistemas de reparación sin corte de tubería”, aunque hay que tener en cuenta que tanto el tubo averiado como el trozo de tubo utilizado para la reparación deben tener el mismo diámetro exterior.
Autoevaluación
4.4.- Reparación de tuberías de hormigón.
Es poco frecuente el caso de tener que reparar un tubo o una zona del mismo, no obstante puede suceder, así como presentarse la necesidad de realizar un injerto de nueva tubería.
Este método es aplicable a tubos de hormigón armado o postesado con o sin camisa de chapa. Habrá que medir el diámetro de la tubería para una adecuada elección del accesorio. Para reparaciones sin corte de la tubería se utilizarán abrazaderas de reparación.
Hormigón armado con camisa de chapa con pequeña rotura.
En el caso de rotura se soldará un parche a la camisa, previamente saneada, preferiblemente por el interior de la tubería para dar continuidad a la armadura circunferencial cortada. En cuanto a la longitudinal no es necesario darle continuidad resistente, solo como apoyo de la circuferencial. El mallazo interior, si existe, no requiere ser reemplazado puesto que no tiene función resistente. Si la rotura es en zona de boquillas no hay armadura circuferencial cortada.
La zona de rotura debe protegerse posteriormente con revestimiento de mortero. Para emplear este método es preciso cortar el suministro y vaciar el tramo de tubería.
Para la reparación mediante soldadura es imprescindible conseguir una zona de trabajo con la menor presencia de agua posible, manteniendo absolutamente seca la zona donde han de realizarse las soldaduras.
Sistemas de reparación con corte de tubería
Tubería de hormigón sin camisa de chapa.
Para este tipo de tubería se debe realizar con piezas mecánicas de reparación por su ausencia de camisa para soldar. El tubo a instalar deberá ser de características similares, recomendando el uso de tubería de hormigón, acero o fundición.
En el caso en que sea necesario sustituir un tramo de tubo o todo él es aconsejable la utilización de tubería de hormigón. En caso de que no se disponga de tubo de hormigón y tenga que ser de otro material, se recomienda que dicho material sea suficientemente rígido, por ejemplo, acero de espesor suficiente o fundición, y del mismo diámetro y presión nominal. Los accesorios a utilizar serían acoplamiento multidíametro.
También se podrán utilizar los accesorios mencionados en el apartado de piezas mecánicas en reparaciones sin corte de tubería, si bien debe tenerse en muy en cuenta que en este caso tanto el tubo averiado como el tramo de tubo utilizado para la reparación deben tener el mismo diámetro exterior.
Retirada de un tubo completo armado o postesado con camisa de chapa
En el caso de que se tenga que retirar la sección de tubería para la reparación del sistema, una vez se ha accedido a la tubería y retirado la zona afectada se sueldan boquillas a los tubos adyacentes. Después de soldar las boquillas se deben proteger con hormigón.
Punto significativo de una tubería mayor donde recoge el cauda que acomete en él.
Sistema de armar el hormigón armado en el que las barras de acero son tensado una vez el hormigón ha alcanzado la resistencia característica.
Estructura de acero que suele ir embebido en el hormigón en forma de malla.
Mezcla de diversos materiales, como cal o cemento, arena y agua, que se usa en la construcción.
Entre los sistemas de reparación de tuberías de acero, es común la utilización de soldadura para realizar la reparación o sustitución de la tubería, si bien es necesario que no exista presencia de agua. En caso que esto no sea posible, el sistema de reparación se debe realizar necesariamente con piezas mecánicas.
Los procedimientos de soldadura por arco eléctrico son los más utilizados para soldar acero y requieren el uso de corriente eléctrica. Esta corriente se utiliza para crear un arco eléctrico entre uno o varios electrodos aplicados a la pieza, lo que genera el calor suficiente para fundir el metal y crear la unión.
En el caso de que se vaya realizar la reparación mediante soldadura, se deberá tener en cuenta que:
No debe existir presencia de agua.
Todas las soldaduras deberán realizarse por soldadores cualificados y con experiencia demostrada.
En el caso de que el daño ocasionado en la tubería sea pequeño y no se pueda reparar mediante soldadura se puede reparar con una abrazadera mecánica apropiada para la dimensión de la avería y la presión nominal de la tubería instalada.
Esta abrazaderas están provistas de una junta interior que garantiza una estanqueidad total al realizar el apriete de los tornillos. El exterior está fabricado generalmente en acero inoxidable, o fundición con pintura de protección para evitar problemas de corrosión.
Mediante soldadura
En caso de que exista presencia de agua y la reparación se encuentre en la parte superior del tubo, se puede realizar normalmente el tapado del picotazo con un trozo de acero (teja) soldado ya que no suponen en ningún impedimento el agua que se encuentra a nivel inferior al de la zona de trabajo.
En el caso de que la zona se encuentre en la zona baja del tubo y haya presencia de agua, se tendrán que realizar algunas intervenciones especiales como puede ser la de hacer una ventana por el lado superior del tubo y frenar el agua con un pequeño dique o ataguía, sacando e agua con una bomba. Después de soldar zona afectada se retira la ataguía y se suelda la pequeña ventana como en el caso anterior.
Cuando se deba realizar la soldadura de una plancha de reparación con un trozo de acero (teja) o un aro (virola), se comprobará el espesor y calidad de acero de la pieza y de la tubería, tanto para verificar que ni es insuficiente ni excesivo y no se produzca un exceso de soldadura al tener que realizar una gran soldadura un espesor pequeño de plancha en el tubo.
Una vez realizada la reparación se protegerán los tubos con los mismo o similares recubrimientos exteriores, con el fin de evitar ataques por el exterior de las tuberías. Igualmente se realizará el adecuado acondicionamiento y tapado del tramo reparado para evitar posteriores por una inadecuada obra civil.
Sistemas de reparación con corte de tubería
Con piezas mecánicas
En el caso en que sea necesario sustituir un tramo de tubo o todo él y que, por tanto, se deba introducir en la canalización de acero un trozo de tubo compatible con el original, pero las exigencias reclamadas en el proyecto. Los accesorios a utilizar serían acoplamiento multidiámetro.
También pueden utilizarse las piezas de reparación especificadas en el punto anterior de sin corte de tubería, sin bien, debe tenerse muy en cuenta que en este caso tanto el tubo averiado, como el tramo utilizado para la reparación, deben tener el mismo diámetro exterior.
Mediante soldadura
La reparación con soldadura exige que no haya presencia de agua. En caso de que esto no ocurra deberá pararse dicho aparte. Si no fuera posible, no hay más remedio que utilizar otro sistema con piezas mecánicas.
Macizo de tierra arcillosa u otro material impermeable, para atajar el paso del agua durante la construcción de una obra hidráulica.
Autoevaluación
Retroalimentación
Verdadero
Para poder soldar, en reparaciones puntuales, la picadura y por ende la zona a reparar deberá estar en la zona superior de la tubería de tal manera que la soldadura no se vea afectada por la presencia de agua. En la reparaciones que requieran corte de la tubería sin embargo se deberá cortar el suministro de agua para poder realizar la soldadura de la tubería.
4.6.- Reparación de tuberías de PRFV.
Los casos en los que se precisa la reparación de un tubo de PRFV son los que se derivan de las siguientes anomalías:
Rotura de la pared estructural del tubo.
Fuga en las uniones.
Si una tubería presenta un rayado en la superficie exterior del tubo, se considera daño no estructural y no es necesaria su reparación, salvo que se trate de una instalación aérea exterior, en cuyo caso habrá que tratar la superficie pintándola con resina.
Rotura de la pared estructural
Se considera daño estructural aquél que afecta a la estructura de la pared del tubo produciendo; grietas, oquedades, cortes, separación de capas, agujeros, desprendimientos de fibras, etc.
Por la naturaleza propia de material compuesto, cuando se produce este tipo de incidencia la única forma de proceder a la reparación es la eliminación de la zona dañada. Por lo tanto la primera operación a realizar en una reparación de PRFV será el corte y eliminación de dicha zona.
Extensión que contiene toda la materia existente.
Nunca debe realizarse una reparación directamente sobre una zona dañada estructuralmente. Se procederá siempre a la sustitución de dicha zona dañada.
Saneando correctamente la zona dañada, el resto de la tubería no sufre alteración alguna en sus características. Cuando se elimina la zona dañada se generará un tramo sin tubo que deberá volver a cerrarse mediante la incorporación de un carrete de tubo nuevo.
Reparación sin corte de tubería
En el caso de que existe un daño pequeño en la tubería es recomendable el corte y sustitución de la tubería, aunque también podría repararse sin necesidad de corte de tubería, utilizando una abrazadera flexible de reparación.
Reparación con corte de tubería
Con abrazadera de acero inoxidable.
Este modo de reparación puede hacerse mediante el uso de abrazaderas flexibles de acero inoxidable, que se componen de uno o más sectores para facilitar la reparación.
Estos acoplamientos no deben desmontarse antes de su uso, aunque puede ser necesario aflojar la tensión de las tuercas para introducirlas en el tubo. El empleo de lubricante de juntas ayudará a esta operación.
Reparación con manguito mecánico rígido.
El uso de otro tipo de acoplamientos mecánicos debe realizarse con sumo cuidado y siempre respetando las condiciones de uso del fabricante de tuberías para evitar que un exceso en el par de apriete conduzca a la rotura del material o a una deformación circunferencial.
Reparación con manguito estándar de PRFV.
Esta reparación se realizará utilizando un tubo idéntico al existente. Cuando esto no sea posible podrá emplearse otro tubo siempre que sus características resistentes sean iguales o superiores y su diámetro compatible con el existente.
Reparación con junta laminada
Los tubos de PRFV brindan la posibilidad de otras formas de reparación. Éstas consisten básicamente en la realización de juntas laminadas.
Si bien esta forma de reparación es factible en algunos casos, no se debe realizar nunca sin la supervisión del fabricante del tubo. Los tubos de PRFV pueden estar fabricados mediante distintas técnicas de elaboración y de ello puede depender que la solución mediante laminación sea factible o no. Por ello puede ser altamente peligroso realizar este tipo de reparación sin los conocimientos adecuados de fabricación.
Nunca debe emplearse este tipo de reparación en presencia de agua. Deben respetarse los tiempos de endurecimiento de la resina, lo cual debe tenerse en cuenta al estudiar la afección al servicio.
Fugas en las uniones
Este tipo de fugas, si aparece, se detecta en la fase de ensayo hidráulico de la línea después de su instalación. Puede producirse por oclusión de gravilla, piedras u otro elemento extraño en las uniones con junta elástica o por un desplazamiento de la propia junta durante la fase ensamblado (arrollado o pellizcado de la junta) o por un movimiento excesivo del terreno.
En el caso de que se produzca este tipo de avería, la forma más fácil de proceder es cortando el manguito estándar de PRFV donde se aloja la junta de unión entre los dos tubos y sustituyéndola por un manguito mecánico flexible con dos o más cierres. Según el diámetro de la tubería existen juntas con un número distinto de sectores que permiten adaptarse perfectamente a los tubos ya instalados.
Cerrar un conducto, como un intestino, con algo que lo obstruya, o una abertura.
4.7.- Reparación de tuberías de PE.
El tipo de reparación a realizar sobre la tubería de polietileno (PE) dependerá del daño que se haya producido sobre la misma. En caso de pequeñas roturas o agujeros que no requieran la sustitución de la tubería pueden realizar reparaciones rápidas y duraderas utilizando manguitos autoblocantes partidos y acoplamiento flexibles autoblocantes de acero inoxidable.
En caso de que sea necesario sustituir el tramo de tubería dañado se recomienda reparar utilizando manguitos electrosoldables, lo que evitará las juntas mecánicas.
Sistema de reparación sin corte de tubería
En el caso de que el daño ocasionado en la tubería sea pequeño se puede reparar con una pieza de reparación mecánica apropiada para la dimensión de la avería y la presión nominal de la tubería instalada. Dado que no se realiza el corte de tubo, la pieza debe estar partida o debe permitir su desmontaje con el fin de que pueda ser acoplada a la tubería. Dependiendo del tipo de pieza, dimensiones de la misma y el tipo de avería se pueden utilizar para reparar tramos de tubería hasta 30cm de longitud de tubo. Estos sistemas de reparación son relativamente rápidos ya que tras descubrir la tubería se puede instalar la pieza de reparación cerrando el servicio un pequeño instante e incluso en ocasiones sin tener que realizar corte total del suministro. Con ello se evita el corte y vaciado de la tubería consiguiendo tiempos de restablecimiento del servicio muy reducidos.
En estos casos hay que comprobar que la fisura o agujero no va extenderse longitudinalmente a lo largo del tubo. Si se observarse que puede ocurrir lo anterior, se deberá cortar el tubo eliminando la parte afectada utilizando en este caso uno de los sistemas de reparación con corte de tubería.
Estas piezas están provistas de una junta interior que garantiza una estanqueidad total al realizar el apriete de los tornillos. Los elastómeros deberán reunir las características de dureza y durabilidad necesarias. El cuerpo de la pieza está fabricado generalmente en acero inoxidable o fundición con recubrimientos de protección para evitar problemas de corrosión.
Sistemas de reparación con corte de tubería
Si la avería producida es de una dimensión importante, la reparación de ésta se realizará mediante la sustitución del tramo de tubería afectado. Se seccionará el trozo de canalización dañado y se sustituirá por un trozo nuevo de tubo. En función de la longitud afectada y según las posibilidades de maniobrabilidad, se procederá a la unión del nuevo tramo de tubería con la canalización existente utilizando diversas técnicas.
En caso de que sea necesario sustituir el tramo de tubería dañado se recomienda utilizar sistemas que eliminen las juntas mecánicas. Los más recomendables es utilizar manguitos electrosoldables. El problema que presenta este sistema es que no es posible utilizarlo si hay presencia de agua en el punto de soldadura. Además requiere de la maquinaria específica.
El sistema de soldadura a tope, utilizando habitualmente para el montaje de tubería nueva, también evita juntas mecánicas pero no suele ser utilizado en reparaciones ya que los tramos de reparación son normalmente de pequeña longitud, lo que imposibilita utilizar este sistema.
En el caso de que el agua llegue al punto de avería o no se disponga de maquinaría de soldadura de tubos de polietileno no se podrá utilizar ninguno de los sistemas de soldadura. El sistema de reparación con dos acoplamientos autoblocantes o dos acoplamientos flexibles de acero inoxidable autoblocantes suele ser más rápido y fiable ya que las piezas quedan perfectamente ancladas al tubo sin posibilidad de desplazamiento por la fijación que realizan dos anillos o garras autoblocantes que muerden el exterior del tubo. Al tener que cortar el tubo no es necesario que la piezas de reparación sean partidas, pero si no se dispone de dichas piezas pueden utilizarse las piezas de reparación definidas en el anterior apartado. En caso de corte de tubería no se recomienda el uso de piezas de reparación no autoblocantes ya que las características de contracción-dilatación de la tubería de polietileno podría producir en algunos casos el desenchufado del tubo.
Existen acoplamientos autoblocantes multidiámetro que permiten utilizar cilindros de distinto calibre y material al tubo averiado. Hay que comprobar en este en este caso que los diámetros exteriores de los tubos están incluidos en el rango de la pieza y que la misma está garantizada por el fabricante para ambos materiales.
Pueden realizarse reparaciones utilizando piezas con bridas. Este sistema facilita la utilización de cilindros con materiales diferentes al tubo averiado si bien precisa el uso de cuatro piezas con brida, teniendo en cuenta que las que se acoplen a la tubería de polietileno deben ser electrosoldables o en caso de que exista presencia de agua junta mecánica autoblocante.
En tuberías de polietileno de pequeño calibre (hasta 90mm) pueden realizarse reparaciones utilizando accesorios mecánicos de compresión.
Característica de la uniones mecánica que impide el desplazamiento paralelo al eje de la tubería.
Autoevaluación
Retroalimentación
Verdadero
Efectivamente en las tuberías de polietileno existe la posibilidad de que una pequeña fisura se vaya agrandando en el eje longitudinal. Si se sospecha que puede producirse este fenómeno habrá que sustituir la sección de tubería afectada.
4.8.- Reparación de tuberías de PVC.
El tipo de reparación a realizar sobre la tubería de PVC dependerá del daño que se haya realizado sobre la misma.
El PVC pese a ser una tubería plástica tiene un coeficiente de dilatación bastante inferior al de las tuberías de PE, por lo que las contracciones y dilataciones del tubo pueden ser absorbidas por la pieza de reparación y en las uniones entre los tubos cuanto la tubería sea enchufada. Por ello se plantean sistemas de reparación similares a los utilizados en tuberías rígidas con bajo coeficiente de dilatación utilizando piezas no autoblocantes, si bien en el caso de que el montaje sea de unión pegada se puede plantear el uso de piezas autoblocantes.
Es el caso menos frecuente, ya que habrá que comprobar muy fielmente que la fisura o agujero no va a extenderse posteriormente longitudinalmente. En todo caso, ante cualquier duda se procederá como indica el siguiente apartado mediante el corte de la zona afectada.
Si hemos comprobado que el daño sobre la tubería es pequeño y está muy localizado, se pude reparar mediante una abrazadera mecánica apropiada para la dimensión de la avería y la presión nominal de la tubería instalada. La abrazadera a utilizar estará partida o permitirá su desmontaje con el fin de que pueda ser acoplada a la tubería sin necesidad de cortar la tubería.
Estas abrazaderas están provistas de una junta interior que garantiza una estanqueidad total al realizar el apriete de los tornillos. El exterior está fabricado generalmente en acero inoxidable o fundición con pintura de protección para evitar problemas de corrosión.
Sistemas de reparación con corte de tubería
En el caso en que sea necesario sustituir un tramo de tubo o todo él y que, por tanto, sea necesario introducir en la canalización de PVC un trozo de tubo, éste deberá ser también de PVC. En el caso de que se tenga que utilizar otro tipo de material, los accesorios a utilizar serán acoplamientos multidiámetro.
Autoevaluación
4.9.- Reparación de tuberías desde su interior.
Reparación mediante bandas de estanqueidad y anillos extensibles
Es el sistema más utilizado para reparar uniones defectuosas cuando el tubo es visitable. Se sella la junta o zona afectada mediante un elastómero que se sujeta a la canalización mediante anillos de acero inoxidable extensibles que presionan al tubo mediante una cuña impulsada hidráulicamente.
Es un sistema muy utilizado y relativamente barato pues los accesorios de montaje son sencillos y bastan un par de operarios especializados.
Reparación mediante inyección de tuberías
Un robot multifunción opera en pequeños diámetros inyectando diversos tipos de resinas. En fisuras importantes y/o en tuberías con una presión mayor a 2 o 3 bar es un sistema poco aconsejable.
También se puede inyectar resina para juntas defectuosas o fisuras mediante un packer acoplado a una cámara de TV. Mediante el packer también se pude encamisar la tubería con una chapa de acero o una manga de polietileno. Ambos sistemas son para tuberías de presión menor a 2 o 3 bar.
Reparación mediante inyección de tuberías
Reparación mediante revestimiento interno por proyección de mortero
Se proyecta por centrifugado con un cabezal que se mueve a lo largo de la tubería. Es un procedimiento con muchos años a cuestas, que sella pequeñas fisuras y protege la superficie interior. Es imprescindible una limpieza previa. Si el tubo es de dimensiones suficientes puede mejorarse su resistencia estructural colocando en su interior un mallazo antes de la aplicación del mortero.
Si el acceso de los equipos resulta sencillo es un método barato. Para fisuras importantes o grandes presiones hay que hacer un estudio previo. Entre la aplicación y fraguado hay que contar por lo menos un par de días antes de poner de nuevo en servicio el tubo reparado.
Cabezal de proyección de mortero y resinas
Reparación interna por proyección de resinas
Es análogo al anterior método. La utilización de resinas epoxi permite una reparación con un corte de ocho horas de agua. Hay que asegurarse previamente que la resina tenga la total homologación y garantías de no interferir con el agua.
Reparación mediante entubado
Se trata en colocar un nuevo tubo en el interior deteriorado. Es el sistema menos exigente en cuanto a la calidad de la limpieza previa.
Para una reparación de emergencia podrá utilizarse el entubado simple. Se trata simplemente de introducir en el interior del tubo a reparar un tramo de tubo de diámetro exterior ligeramente inferior al diámetro interior del primero. Esto se conseguirá mediante mordazas y un elemento de tracción. El desplazamiento interior exigirá una holgura entre ambos tubos. Es muy importante rellenar este espacio mediante una lechada de mortero mezclada con bentonita, u otro elemento líquido que al fraguar impida el movimiento vibratorio del nuevo tubo.
En tuberías a presión es preferible la reparación mediante el entubado ajustado. Se llama así cuando la superficie exterior del nuevo tubo está en estrecho contacto con la interior del viejo. Para un entubado ajustado hace falta reducir provisionalmente la sección de nuevo tubo a fin de que pueda deslizar con facilidad por el interior del viejo.
Reparación mediante entubado
Esto se consigue in situ mediante un cabezal que por presión reduce su diámetro justo en el punto y momento de penetrar en un extremo del tramo de tubo a reparar. Mediante una mordaza, un tráctel y una protección en los puntos de giro se le arrastra hasta el otro extremo. Entonces, generalmente ayudado por presión de aire, se le hace recuperar el diámetro inicial.
La disminución de la sección también puede provocarse en fábrica y luego recuperar la final, aunque este procedimiento es operativo hasta diámetros de unos 400mm.
Reparación mediante encamisado curado en obra
Trata de forrar la superficie interior del conducto deteriorado con una camisa o manga elástica, estanca y resistente a la presión, impregnada con resina. Tras una adecuada limpieza se la introduce por un extremo del tramo a reparar y a presión avanza hasta el otro extremo. Una vez colocada, y siempre manteniendo el estrecho contacto entre la manga y conducto, se provoca la polimerización de la resina.
El resultado es un nuevo tubo adaptado y encolado al antiguo. Un robot permitirá recuperar desde el interior acometidas y conexiones intermedias. Hay que tener garantías de que la manga es compatible con el agua potable y soporta la presión correspondiente.
Reparación mediante encamisado curado en obra
Reparación mediante el reventamiento
Se trata en reventar el tubo en mal estado al tiempo que se coloca en su lugar un tubo nuevo. Mediante un motor hidráulico se introducen por un costado del tramo de tubo a sustituir una serie de barras ligadas unas a otras por unión elásticas. En el otro extremo se las sujeta a un cono rompedor de diámetro algo superior al tubo en cuestión, al que se fija también el nuevo tubo.
Se invierte el sentido de tiro del motor y se arrastra todo el conjunto. Al ir avanzando el cono rompe el tubo, empotra los tramos en el terreno circundante y arrastra al tiempo el nuevo, que generalmente será de polietileno en bobina o tubos soldados.
Se considera que el terreno queda afectado hasta una distancia de 1,5 veces el diámetro del nuevo tubo colocado.
Reparación mediante el reventamiento
Tubería que por espacio y características puede acceder un operario al interior de él.
Tubería que por espacio y características puede acceder un operario al interior de él.
Máquina que lleva elementos o materiales.
Un tipo de adhesivos llamados estructurales o de ingeniería.
Masa fina de cal, yeso o cemento mezclado con agua que se emplea para blanquear paredes o como argamasa para fijar ladrillos.
Es una arcilla de grano muy fino.
Aparato de elevación y tracción de cable empleado en la industria.
Reacción en la que dos o más moléculas se combinan para formar otra en la que se repiten unidades estructurales de las moléculas originales.
5-. Organización del mantenimiento correctivo.
Caso práctico
Una vez hecho el trabajo de campo, Sara acude de nuevo a Helena para hablar de la organización del mantenimiento correctivo. Helena le recibe con entusiasmo como siempre. "¡Hola Sara! Me han dicho que llevas varios días haciendo reparaciones con Andrés". A lo que Sara le responde "Si hemos estado apagando fuegos en un lado y otro... la verdad que esto del mantenimiento correctivo es un poco estresante".
Helena asiente con la cabeza y le dice: "el mantenimiento correctivo puede ser estresante ya que es difícil organizarlo y preparase, porque sucede de imprevisto. Por eso es importante saber la causa que los produce para evitarlos y hacer una reparación de calidad. Todo esto nos ayudará en el control de gastos de mantenimiento además de apaciguar las quejas de los usuarios por los cortes de suministro".
5.1.- Control y seguimiento.
Existen dos formas diferenciadas de mantenimiento correctivo: el programado y no programado. La diferencia entre ambos radica en que mientras el no programado supone la reparación de la falla inmediatamente después de presentarse, el mantenimiento correctivo programado o planificado supone la corrección de la falla cuando se cuenta con el personal, las herramientas, la información y los materiales necesarios y además el momento de realizar la reparación se adapta a las necesidades de producción.
La decisión entre corregir un fallo de forma planificada o de forma inmediata suele marcarla la importancia del equipo en el sistema: si la avería supone la parada inmediata de un equipo o instalación necesaria, la reparación comienza sin una planificación previa. Si en cambio, puede mantenerse el equipo o la instalación operativa aún con ese fallo presente, puede posponerse la reparación hasta que llegue el momento más adecuado.
La distinción entre correctivo programado y correctivo no programado afecta a la producción. No tiene la misma afección en el servicio si la parada es inmediata y sorpresiva que si se tiene cierto tiempo para reaccionar. Por tanto, mientras el correctivo no programado es claramente una situación indeseable, el correctivo programado es menos agresivo con los usuarios.
Autoevaluación
Retroalimentación
Falso
Aunque el mantenimiento correctivo se basa en actuar en fallos del sistema una vez se han producido, puede ser que el sistema pueda seguir funcionando bajo unos parámetros hasta el momento adecuado de su reparación.
5.2.- Análisis de causa raíz.
Cuando una instalación sufre una avería de cierta importancia, que ha supuesto tanto un fuerte coste de reparación como una apreciable pérdida de beneficios relacionada con la producción que ha dejado de realizarse, los responsables de la instalación deberían adoptar las medidas necesarias para que dicho fallo no vuelva a producirse. Se dice que si una avería ha sucedido una vez es posible que suceda una segunda, pero que si ha sucedido dos veces es seguro que sucederá una tercera.
Tanto las averías de carácter repetitivo como las averías que tienen un fuerte impacto económico requieren que se adopten medidas que traten de evitarlas. La herramienta para determinar cuáles deben ser estas medidas es el análisis de averías, a veces conocido (sobre todo cuando se realiza con gran rigor y profundidad) como análisis de causa raíz.
El análisis de averías o análisis de causa raíz tiene como objetivo determinar las causas que provocan los fallos para adoptar medidas preventivas que las eviten. Es importante destacar esa doble función del análisis de averías:
Determinar las causas de un fallo.
Proponer medidas que los eviten, una vez determinadas estas causas.
La mejora de los resultados de mantenimiento pasa, necesariamente, por estudiar los incidentes que ocurren y aportar soluciones para que no ocurran. Si cuando se rompe una pieza simplemente se sustituye sin más por otra similar probablemente no se esté actuando sobre la causa que produjo la avería, sino tan solo sobre el síntoma. Evidentemente, si una pieza se rompe es necesario sustituirla: pero si lo que se busca es evitar el fallo o al menos que su incidencia sea menor es necesario estudiar la causa y actuar sobre ella.
La metodología de investigación de averías que se propone es la siguiente:
Recopilación de información.
Inspección in-situ.
Entrevistas con los usuarios y técnicos habituales.
Determinación de los daños y síntomas del fallo.
Listado de hechos significativos que pudieran estar relacionados con los daños.
Listado de todas las posibles causas que pudieran provocar cada uno de los daños observados.
Descarte de las causas imposibles.
Establecimiento de las hipótesis de trabajo.
Determinación de las pruebas necesarias para confirmar o descartar hipótesis.
Frente a las operaciones de mantenimiento, de periodicidad frecuente, las de rehabilitación, por lo costoso de las mismas, únicamente se realizan en determinados momentos de la vida útil de la tubería.
Surge así la necesidad de determinar la frecuencia óptima para la realización de estas operaciones de rehabilitación, para lo que se han propuesto en los últimos años distintas metodologías al respecto. Todas ellas se basan en el hecho cierto de que a medida que pasan los años, el deterioro de la tubería es creciente, llegando un momento en que los costes de reparación de las averías que aparecen superan los costes derivados de la posible rehabilitación de la red. Por tanto, la fijación del intervalo de tiempo entre estas operaciones de rehabilitación un ejercicio de optimización o minimización de costes.
Deterioro de las redes. Riesgos de averías y pérdida de nivel de servicio
Todas las posibles metodologías para la optimización de los intervalos de tiempo entre operaciones de inspección y/o rehabilitación se basan en determinar previamente el deterioro esperado de la tubería con el paso del tiempo (habitualmente en términos de riesgo de sufrir roturas) y los costes derivados de dicho deterioro.
Así, en el caso habitual de evaluar el deterioro de una red mediante las roturas esperadas en la misma, en primer lugar, es preciso establecer la curva que relaciona la probabilidad de sufrir averías en función de la antigüedad de la red, cuestión ésta que dependerá del tipo de material de la red, del diámetro, de la longitud, etc.
A título orientativo, unos valores habituales de roturas o averías en redes de tuberías pueden oscilar entre 0,10 y 1,00 roturas por kilómetro de red y por año.
De hecho, en España, es generalmente aceptado por las entidades de abastecimiento que el número de roturas debería ser como máximo de 0,4 por km de red y año (MIMAM, 2000).
Los costes anuales derivados de estas roturas esperadas serían la probabilidad de la rotura multiplicada por el coste unitario de cada rotura, en el cual habría que incluir los costes de reparación de la propia rotura, los daños causados por la fuga producida, los costes indirectos en los que se incurra y los posibles costes sociales derivados del mal servicio ocasionado, si es que es posible cuantificar monetariamente éstos últimos.
El deterioro de las redes, no obstante, podría medirse de una forma más elaborada no solo en función del número de roturas esperadas, sino en términos de pérdida de nivel de servicio, conforme a lo especificado anteriormente.
Los costes anuales derivados del deterioro de la red serían, en este caso, la probabilidad de encontrarse en un determinado nivel de servicio multiplicados por los costes unitarios en los que se incurriría en cada uno de los niveles.
Cuando hablamos de calidad en algún servicio, nos referimos a la conformidad del cliente con dicho producto o servicio y la capacidad de éste para satisfacer sus necesidades. Cuando hablamos de calidad en el mantenimiento; la definimos como: máxima disponibilidad al mínimo costo.
Este concepto abarca todo lo relacionado con el proceso de mantenimiento de una instalación. Comprende entonces de mano de obra, los materiales, los recursos técnicos y los métodos de trabajo.
Se debe tener en cuenta cuatro aspectos en la mano de obra que son: la cantidad, organización, cualificación y rendimiento. Respecto a la cantidad de mano de obra, los departamentos de mantenimiento deben tener la cantidad proporcional a la cantidad de equipos o instalaciones que deben atender.
Esta cantidad debe ser equilibrada y debe permitir que se puedan atender la instalación cuando tenga un fallo en el tiempo justo. Lo anterior no quiere decir que haya personal esperando a haya una falla, todos los técnicos deben tener un trabajo que realizar.
La organización de la mano de obra tiene una relación directa con la cantidad, Un departamento organizado define funciones para todos sus integrantes. Todas las personas tienen una responsabilidad y un cargo definido.
Un departamento de calidad, es aquel que todo su personal está cualificado y capacitado para realizar las tareas de mantenimiento que necesiten la empresa. Todos los aspectos anteriores harán que el rendimiento del departamento ascienda.
Materiales
La relación de los materiales y la calidad en mantenimientos es directa. Tener materiales de excelente calidad influye en los resultados de mantenimiento. No obstante, tener materiales de calidad implica la buena gestión de áreas de almacén y compras.
Estos son algunos de los aspectos para tener excelente calidad en los repuestos:
Stock de materiales bien definidos.
Sistematización en la recepción, verificación y entrega de materiales.
Manuales de máquinas con listado de partes a cambiar y sus procedimientos.
Procedimientos de almacenaje, manipulación y conservación de materiales.
Recursos técnicos
Todos los recursos técnicos empleados para hacer mantenimiento reflejan la calidad en los resultados. Algunos recursos técnicos que se usan habitualmente en mantenimiento son las herramientas, los talleres, equipos especializados de medición, software para su gestión de mantenimiento…
Se debe asegurar que ningún recurso necesario falte al momento de intervenir y que dichos recursos estén en buen estado y bien configurados. Es vital que el software de mantenimiento tenga los parámetros bien establecidos y actualizados.
Métodos de trabajo
La calidad aplicada al mantenimiento tradicionalmente es asociada a los procedimientos y formas de documentar las tareas respectivas. Existen otros aspectos que comprenden el sistema de trabajo del departamento de trabajo. Dicho sistema debe identificar la importancia de los puntos críticos que componen la instalación; esta identificación se hace a través de un análisis de criticidad.
El análisis de criticidad arroja resultados que dan una orientación al plan de mantenimiento, el modelo de gestión y el sistema de asignación de prioridad en caso de falla de algún elemento. En un mantenimiento de calidad todas las tareas están debidamente documentadas. Esta documentación describe detalladamente como se realiza las tareas paso a paso, las precauciones y las verificaciones finales para dar por cumplida la tarea.
Para finalizar, se debe establecer como se realiza la programación de mantenimiento, quién y cómo se crean y se cierran las órdenes de trabajo.
Como se puede ver la calidad en el mantenimiento es aquella que obtiene los resultados a nivel de servicio y a su vez a nivel de presupuesto. Para llegar a ella, se debe tener una organización y disciplina a través del tiempo, por parte de todas las partes integrantes del departamento.
5.5.- Garantías de suministro al usuario.
Cuando se decide realizar la reparación de la avería, puede que se dé la situación de tener que privar de suministro de agua a unos usuarios. Puede haber dos posibles afecciones que se pueden darse:
Un número de abonados afectados por falta de servicio o merma de las consideraciones consideradas como adecuadas e suministro y el tiempo de la afección.
La afección al tráfico rodado por ocupación de uno o varios carriles de circulación o corte de la calle. No se deben olvidar la afección a peatones por actuaciones en las aceras.
Ambas afecciones deben ser consideradas y valoradas tomando las medidas necesarias que minimicen su impacto. En segundo caso, además de optimizarse la reparación de la avería, son críticos los trabajos de obra civil de apertura y tapado que permita reponer los pavimentos en condiciones adecuados de manera que se pueda restablecer el tráfico lo antes posible.
En cuanto a la atención a los abonados, hay que considerar lo siguiente:
Debe minimizarse el número de abonados afectados, por lo que el tramo de tubería que se deje fuera der servicio, será el menor posible. Se harán las comprobaciones necesarias que permitan situar el punto de la avería y dejar sin servicio el menor tramo de red.
Es preferible cerrar antes un ramal (que afecte a un edificio) que una tubería de distribución (que afecte a un edifico) que una tubería de distribución (que afecte a varios ramales), y ésta antes que una tubería arterial (que pueda dejar sin suministro a toda la población o afectar al servicio normal de un gran número de abonados).
Antes de hacer el cierre de válvulas deberá identificarse estas sobre los planos de la red, ya que en caso de tener tramos ramificados el número de afectados se incrementará. En caso de que el tiempo de la falla de suministro sea elevado se deberá considerar la instalación de tuberías provisionales, el suministro de agua utilizando camiones cuba o reparto de garrafas o bolsas de agua.
Además si la avería lo permite, se avisará a los abonados antes de cerrar el servicio utilizando diversos medios; tal y como se especificó en el apartado “5.5.- Garantías de suministro al usuario” de la unidad de trabajo 3.
Autoevaluación
Retroalimentación
Falso
Efectivamente se debe ir cerrando el acceso al consumo de tal manera que afecte al menor número de usuarios, pero para que esto pase el orden de cierre debe ser ramal (afecta a un edificio), tubería de distribución (afecta a varios ramales) y tubería arterial (afectar al servicio normal de un gran número de abonados).
6. Elaboración de programas de mantenimiento correctivo.
Caso práctico
Sara sigue a lado de Helena para entender todo lo relacionado del mantenimiento correctivo. "Aunque haya cosas que no se pueden prever, ¿supongo que no todo será improvisación en el mantenimiento correctivo, no?" le pregunta Sara a Helena. "Claro que no. Ponte ante mi ordenador y abre nuestra GMAO, aquí podrás ver todo lo relativo al mantenimiento, también el correctivo" le contesta Helena.
"Hace unos años teníamos todas estanterías llenas de papeles como procedimientos, ordenes de trabajo, planes o informes. Menos mal que hoy en día lo tenemos en el ordenador accesible a todos" le dice Helena. "Oye, ¿qué te parece si vamos mirando sección por sección la información recopilada en la GMAO?" le pregunta Sara, lo que Helena le responde "Por supuesto, pero no sin antes nos tomemos un café".
6.1.- Definición de tareas.
En el mantenimiento correctivo todas las tareas que se llevan a cabo son de carácter condicional, esto es, se realizan dependiendo del estado de la instalación o de los equipos. No se realizan si la instalación o el equipo no da síntomas de encontrarse en mal estado.
A continuación tenemos una serie de tareas del mantenimiento correctivo:
Inspecciones, revisiones y pruebas
Constituyen la base de los demás tipos de intervención. En ellas se examina la calidad funcional de la máquina y las condiciones de seguridad. Aquí se incluyen desde las inspecciones visuales, de bajo coste, así como las verificaciones de parámetros de funcionamiento del equipo para su comparación con las especificaciones dadas.
Reparaciones elementales
Corresponden a trabajos que se realizan sin desmontar la máquina, como, por ejemplo, nivelación, ajuste de asientos, limpieza general, limpieza de circuitos de engrase, sustitución de partes desgastadas que tienen una vida útil muy corta, etc.
Reparaciones parciales
Se refieren a los trabajos que exigen el desmontaje parcial de una parte más o menos importante de la máquina o instalación, pero sin retirar ésta completamente de su emplazamiento. Pueden incluir todos los trabajos de reparación elemental, así como la reposición de piezas.
Reparaciones generales
Son las reparaciones en que prácticamente se desmonta la totalidad de la máquina o instalación, reparando o reponiendo todas las piezas que presentan algún desgaste y, por lo tanto, dejando el conjunto como si no hubiese sido utilizado (teóricamente). Pueden efectuarse, bien en el propio emplazamiento de la máquina, según la clase de industria, o bien trasladándola a un taller propio o ajeno, en el que se repara y comprueba antes de devolverla a su implantación.
Reparaciones totales
Se trata de la sustitución completa de un equipo, máquina o instalación, por otra nueva, que puede aportar, o no, características de producción y rendimiento más elevadas.
Un punto importante a nivel de gestión es que las reparaciones totales y, en ciertas ocasiones, las reparaciones generales (como la reposición de piezas muy costosas de ciertos equipos o máquinas), normalmente, a partir de un determinado valor, se consideran como gastos amortizables, es decir, un gasto que se distribuye entre varios períodos, y se tratan como inversiones fuera del presupuesto de mantenimiento, aun cuando es la organización de mantenimiento la que se ocupa de la gestión del trabajo correspondiente.
6.2.- Procedimiento y métodos de intervención.
Un mejor conocimiento de los diferentes niveles de mantenimiento le permite mejorar la gestión de las intervenciones. Se puede planificar y analizar cada nivel en la GMAO y los técnicos de mantenimiento así como el personal de producción la pueden utilizar.
En primer lugar, existen 5 niveles de mantenimiento. El mantenimiento de primer nivel incluye intervenciones sencillas necesarias y realizadas en elementos fáciles de acceder. Los operadores de producción pueden llevar a cabo este tipo de operación. Las intervenciones del primer nivel pueden ser la lubricación de partes móviles, control de filtros o comprobación de luces indicadoras.
El mantenimiento de segundo nivel incluye intervenciones que requieren procedimientos sencillos. Este tipo de intervenciones tiene que ser realizadas por un personal cualificado, y requiere procedimientos detallados. Ejemplos de las intervenciones del segundo nivel son por ejemplo comprobación de parámetros de un equipo con instrumentos de medición, ajustes simples o la verificación del funcionamiento de las válvulas de cierre.
El mantenimiento de tercer nivel corresponde a las intervenciones que necesitan una organización más compleja así como técnicos cualificados, además de combinarse con otras intervenciones de mantenimiento. Un ejemplo de las intervenciones del tercer nivel puede ser el control y reglaje incluyendo instrumento de medición.
El mantenimiento de cuarto nivel incluye las intervenciones complejas realizadas por un técnico o un equipo especializado. Dentro de estas actuaciones están las inspecciones como termografías o el control de aceites de motores.
Por último las intervenciones del quinto nivel de mantenimiento son aquellas que son realizadas por un fabricante de equipamientos o una empresa autorizada por el fabricante.
Las órdenes de trabajo son documentos fundamentales para seguir los planes mantenimiento.
Para ejecutar el programa de mantenimiento se requiere elaborar unas fichas que servirán para controlar, solicitar, reportar etc. las actividades que se van a ejecutar. Esta orden será solicitada por el encargado de mantenimiento de la instalación.
Se debe tener en cuenta que en ningún trabajo podrá iniciarse sin la respectiva orden y la autorización de realización de la misma, así como sin que las condiciones requeridas para dicha labor hayan sido personalizadas por el jefe de la instalación. En la orden aparece lo que hay que hacer, y será cumplimentada por los técnicos que han ejecutado la labor, documentando lo que han hecho, los consumos de stock, el tiempo empleado, etc.
Las órdenes de trabajo, así como la información que recopilarán, deben adecuarse a la instalación a mantener. Es por esto que podemos diferenciar diferentes tipos de órdenes de trabajo:
De mantenimiento correctivo: se producen a raíz de un paro no previsto y se refieren al mantenimiento correctivo.
De mantenimiento preventivo: se refiere a intervenciones programadas y/o sistemáticas. Pueden incluir el listado de chequeo a realizar.
Predictivo: en función del estado real de los equipos.
Otros que can referidos a trabajos especiales.
Este documento nos permite obtener un histórico de incidencias y actuaciones que impiden que el mantenimiento sea anárquico y desordenado.
A continuación se puede ver una Orden de Trabajo, que puede variar según las necesidades y características de la instalación.
6.4.- Plazos y costes.
Cuando hablamos de costes en mantenimiento nos referimos a los gastos que se van constatando en la realidad, con la marcha de las instalaciones y funcionamiento real de instalaciones.
En un entorno más competitivo, cada vez adquiere más importancia el control de los costes de mantenimiento.
Los costes directos o de mantenimiento están compuestos por la mano de obra y los materiales necesarios para realizar el mantenimiento.
Los costes indirectos o de avería son los derivados de la falta de disponibilidad de un equipo o instalación. No suelen ser objeto de una partida contable tal y como se aplica a los costes directos, pero su volumen puede ser incluso superior a los directos. Estos constes serán los que están relacionados con el mantenimiento correctivo.
A modo de ejemplo formarían parte de esta partida los siguientes:
La repercusión económica por pérdida por paro, falta de disponibilidad o deterioro de la función y costes de falta de calidad.
Los costes extraordinarios para paliar fallos en los equipos o instalaciones: horas extraordinarias, reparaciones provisionales, etc.
Los efectos sobre la seguridad de las personas e instalaciones así como los efectos medioambientales provocados por los fallos.
El coste integral de mantenimiento tiene en cuenta todos los factores relacionados con una avería y no solo los directamente relacionados con mantenimiento. Están formados por la suma de los costes directos más los costes indirectos.
El coste global o de ciclo de vida de un equipo incluye todos los costes en que se incurre a lo largo de toda la vida del equipo, entre los que se encuentran el coste directo de mantenimiento.
Conviene subrayar la importancia que tiene en mantenimiento la gestión del coste global de los equipos, ya que si se fija en los costes de mantenimiento se podría pensar que suprimiendo momentáneamente el preventivo se reduciría los costes de mantenimiento. Sin embargo en la práctica, ello llevará a un deterioro progresivo de los equipos y en último término de llevará a unos costes por fallos muy superiores a los ahorros conseguidos inicialmente.
Autoevaluación
Retroalimentación
Verdadero
Efectivamente, reducir los costes del mantenimiento preventivo nos garantiza minimizar los costes fijos relacionados al mantenimiento preventivo. Haciendo hincapié en el mantenimiento correctivo aumentaremos los costes indirectos.
6.5.- Elaboración y actualización de planes de mantenimiento propios.
La primera de las técnicas para determinar las tareas que compondrán el plan de mantenimiento consiste en basar dicho plan de forma exclusiva en las instrucciones de los fabricantes.
La elaboración de un plan de mantenimiento de una instalación industrial basándose en las instrucciones de los fabricantes es la forma más cómoda y habitual de elaborar un plan de mantenimiento. El hecho de que sea cómoda no quiere decir que sea sencilla, ya que en primer lugar hay que conseguir recopilar todas las instrucciones técnicas de cada fabricante, y esto no siempre es fácil. En segundo lugar, cada fabricante elabora sus instrucciones de mantenimiento en formatos completamente distintos, lo que complica en gran manera redactar un plan de mantenimiento con unas instrucciones en un formato unificado.
Realmente, es la forma más extendida de elaborar un plan de mantenimiento. Y esto es así porque tiene dos grandes ventajas que es conveniente destacar:
En primer lugar asegura completamente las garantías de los equipos, ya que los fabricantes exigen, para el mantenimiento de dichas garantías, que se cumpla estrictamente lo indicado en el manual de operación y mantenimiento que ellos elaboran.
En segundo lugar, y tan importante como el punto anterior, es que los conocimientos técnicos necesarios para elaborar un plan de mantenimiento basado en las instrucciones de los fabricantes de los equipos no tienen por qué ser altos. No se requieren conocimientos específicos sobre los equipos a mantener, ni se requieren especiales conocimientos sobre el mantenimiento. Tan solo es necesario copiar lo que los diferentes fabricantes de los equipos proponen, darles el formato adecuado, efectuar alguna pequeña corrección, y prácticamente eso es todo.
Ambas razones convierten a los planes de mantenimiento basados en las instrucciones de fabricantes en la forma preferida por técnicos, responsables, responsables de mantenimiento y propietarios de plantas. Pero sin embargo el fabricante no es un especialista en mantenimiento, sino en diseño y montaje, por lo que las operaciones de mantenimiento que propongan a veces pueden ser insuficientes o imprecisas.
Autoevaluación
6.6.- Programas informáticos de gestión de mantenimiento propios.
Los programas informáticos de gestión del mantenimiento, llamados GMAO, son programas que permiten la gestión de mantenimiento que suelen estar compuestos de varias secciones módulos interconectados, que permiten ejecutar y llevar un control exhaustivo de la tareas del departamento de mantenimiento.
Control de incidencia, averías, etc. Registrando las actividades de mantenimiento.
Programación de las revisiones y tareas de en el mantenimiento preventivo.
Control de stocks de repuestos y recambios.
Generación y seguimiento de las órdenes de trabajo para los técnicos de mantenimiento.
Control sobre los gastos.
Facilidad de consulta de los registros históricos.
Las ventajas que obtienen una empresa que tiene que hacer un mantenimiento con la utilización de una GMAO son las siguientes:
Los GMAO nos permiten tener disponer una gran cantidad de información, de una forma adecuada y fácil de extraer. Permite disponer de un historial de cada equipo, máquina o componente, tanto de características técnicas, como averías, revisiones, sustituciones, fechas de las ultimas incidencias o averías, personal, horas y materiales utilizados en la solución de los problemas.
Permite programar en función de unos determinados parámetros las revisiones en el mantenimiento preventivo y/o predictivo.
Muchos softwares de GMAO permiten hacer la gestión de herramientas y stocks de repuesto, avisando cuando tenemos menos de un mínimo de piezas de determinado repuestos, generando incluso una orden de compra, así como de un fichero de proveedores, fabricantes, etc.
Una GMAO puede gestionar las órdenes de trabajo, listado de inspecciones en el mantenimiento preventivo, la gestión de garantías, etc.
La elección de un programa de GMAO no es fácil, ya que muchas veces requieren un gran desembolso y las características de cada departamento de mantenimiento muchas veces suelen ser muy específicas.
Antes de hacer la elección se debe tener claro que se pretende y hasta donde se quiere llegar con el uso de una GMAO. El análisis debe tener una perspectiva de futuro, dado que no todos los programas son ampliables y no es conveniente ni sencillo cambiar de software de GMAO cada poco tiempo.
Afortunadamente muchas empresas permiten probar sus versiones de prueba o DEMO de forma real, antes de adquirirlos, aunque limitadas en algún aspecto (números de equipos, tiempo de uso, herramientas, etc.), que permite analizar de forma objetiva las características del mismo, así como su adaptación a al departamento de mantenimiento.
Conjunto de programas y rutinas que permiten a la computadora realizar determinadas tareas.
Autoevaluación
Retroalimentación
Falso
Una GMAO eficiente además de ayudar con la organización previa ayuda a gestionar la documentación que se crea durante el mantenimiento, así como a hacer llegar la información necesaria a cada uno.
6.7.- Informes de actuación.
El exceso de datos no es conocimiento, pero la información si lo es. Con demasiada frecuencia la transformación y el análisis de los datos que las actividades de mantenimiento generan se convierten en un verdadero problema y, por tanto, la toma de decisiones se vuelve lenta.
Los sistemas de reporte o informes de actuación facilitan la distribución de la información en todos los niveles de la organización del mantenimiento, proveyendo a cada persona de la información que necesita.
Para evitar errores en la información o evitar duplicidades o incongruencias, los informes deben ser generados de manera informática (GMAO). Los sistemas de reporte óptimos son aquellos que están personalizados para que cada persona tenga únicamente la información que necesita. Ésta ha de ser completa, concisa, actualizada y fiable al mismo tiempo.
a generación de informes requiere partir de la reflexión para saber qué información necesita, quien la necesita y con qué periodicidad. Esta necesidades van a ir cambiando y por tanto, el sistema de reporte ha de ser flexible, ágil, dinámico y personalizable para poder adaptarse a los cambios que sean requeridos.
Ventajas de tener un sistema de reporte
Además de los beneficios de disponer información válida para tomar decisiones, la gran ventaja de los sistemas de reporte es la automatización de la generación de informes. Es por esto que un GMAO debe ser capaz de:
Planificación del mantenimiento en el mantenimiento preventivo y predictivo. Todas las órdenes de trabajo periódicas deben generarse automáticamente.
Histórico de averías. Los históricos pueden estar divididos por sistemas, áreas, equipos individuales, etc.
Ordenes de trabajo pendientes.
Medida de diferentes indicadores.
Stock de repuestos existentes en el almacén.
Valor del stock de repuesto.
Pedido de materiales pendientes de recibir.
Coste total de mantenimiento, incluyendo mano de obra y subcontratos.
El coste de una orden de trabajo.
Coste del mantenimiento de un equipo.
Repuesto consumido en una orden de trabajo.
Repuesto consumido por un equipo, un área, una instalación, etc. durante un periodo de tiempo.
Trabajos realizados por cada operario en un tiempo determinado.
Trabajos realizados por un equipo de operarios determinado.
6.8.- Documentos administrativos asociados al mantenimiento.
En el desarrollo de la actividad del mantenimiento son numerosos los documentos que se van generando, desde órdenes de trabajo a informes de una inspección, pasando por el manual de algún equipo. Es por esto que nace la necesidad de que todo documento, ya sea en papel o archivo informático, sea codificado para de esto modo poder estructurar la información.
El objetivo es tener todo los documentos ordenados en carpetas de una manera compresible, para que toda esta información quede accesible a todo el personal de mantenimiento.
Hoy en día toda la información se registra en programas informáticos GMAO como estudiamos en apartados anteriores, por lo que se hace imprescindible estandarizar la información para que el programa pueda procesarla y analizarla.
Como ya se vio en el la unidad de trabajo 3, la documentación que se necesita son las siguientes:
Manuales.
Fichas.
Certificados.
Registros.
Catálogos.
Instrucciones.
Plano de la instalación.
Normas.
Especificaciones.
Boletines.
Cabe destacar que dentro de las fichas, será muy común, trabajar con procedimiento de trabajo, procedimientos de inspección y programación de trabajos. Asimismo dentro de los registro encontraremos órdenes de trabajo, informes de actuación y tiempos de trabajo.
7.- Recursos para el mantenimiento correctivo.
Caso práctico
Sara está de enhorabuena, después de casi una hora de búsqueda la fuga que estaban buscando está localizada. Está en el tramo situado aguas arriba de la arqueta por la que la fuga estaba desaguando, a unos seis u ocho metros. Sara se sorprende de que, mientras ella estaba intentando localizar la avería con Andrés, el resto del grupo ya ha preparado toda la maquinaria para excavar e incluso el collarín que van a utilizar para reparar la avería. "Por la zona en la que estamos y consultando el pliego y los planos, sabemos el diámetro y el material que debemos arreglar", dice Andrés. "¿Pero no valdría cualquier collarín con el diámetro adecuado?", pregunta Sara, "cualquiera compatible con el material de la tubería; en el pliego se indica claramente cuál es, además debe estar recogido en la lista de materiales admitidos del reglamento local de instalaciones de abastecimiento", explica Andrés. Según le dice Andrés tampoco caben muchas dudas sobre qué accesorios son compatibles con un tipo de tubería determinado "Todas las características y especificaciones de cada elemento vienen recogidas en normas UNE, en cualquier caso, no tienes por qué preocuparte de ello, la oficina técnica de la empresa es la que se encarga de hacer ese tipo de comprobaciones, y te aseguro que son muy eficientes".
La organización de los recursos humanos de una empresa de instalación y mantenimiento de redes de suministro y saneamiento debe atender a los siguientes criterios:
Disponer de un análisis estratégico del ciclo integral del agua que tenga en cuenta los factores internos y externos que condicionan la actividad de la empresa como agente clave en el desarrollo de la comunidad.
Consolidar una metodología de planificación, seguimiento y control que permita no sólo identificar las necesidades actuales y futuras de recursos sino también el modelo organizativo más adecuado, con una visión integradora tanto del abastecimiento como del saneamiento.
Articular las líneas de actuación, planteando diferentes alternativas, según los recursos de los que se dispone en la actualidad, teniendo en cuenta las previsiones económicas próximas, y las previsibles consecuencias del cambio climático.
Orientar las prioridades de actuación, y consecuentemente la toma de decisiones y asignación de recursos para asegurar tanto la garantía de suministro, como la calidad del recurso y el agua de consumo, y la continuidad del servicio dentro del ciclo integral del agua.
Ofrecer una visión global integrada de la actividad de la empresa, contribuyendo a mejorar y afianzar el conocimiento de la misma como agente en el desarrollo de la comunidad.
Promover la excelencia desde un enfoque integral y como premisa para servir de instrumento al servicio de la empresas y de los entes locales, así como de cooperación con las diferentes administraciones y usuarios, reforzando el compromiso con estos últimos.
Articular un sistema de financiación justo y asequible que permita dar cumplimiento al objetivo de la Directiva Marco del Agua (Directiva 2000/60/CE: "Marco comunitario de actuación en el ámbito de la política de aguas"), teniendo en cuenta el principio de la recuperación de los costes de los servicios relacionados con el agua, incluidos los costes medioambientales y los relativos a los recursos.
Integrar en la gestión los aspectos derivados de la transformación digital, la innovación, el fomento del talento, la calidad ambiental, la eficiencia energética, o la sostenibilidad, haciendo una puesta importante por la I+D.
Para saber más
El momento en el que se han de asumir cambios estructurales significativos, o nuevas actividades en la empresa, suele derivar en la necesidad de revisar el organigrama completo de la misma. En el año 2016 y en la situación descrita, el Consorcio de Aguas de Asturias publicó el siguiente documento. En él puedes dar un repaso por la definición, características y valoración de los puestos de trabajo, la jerarquización de los mismos, la atribución de exigencias y responsabilidades en cada caso, e incluso las compensaciones salariales correspondiente a cada uno de ellos.
Con el fin de establecer el orden o importancia relativa en la jerarquización de los puestos de trabajo en el Consorcio se procede a la valoración del puesto de trabajo. Los principios a partir de los que se aplican los factores de valoración son:
Carácter sistemático: el valor relativo de los puestos de trabajo se establece valorando las funciones concretas de cada puesto dentro de un esquema de factores único para toda la organización
Objetividad: asegurar que la valoración se realiza en base a factores objetivos y simétricos para todos los puestos
Relativo al puesto no a la persona: la valorización se realiza atendiendo al contenido funcional y responsabilidad del puesto de trabajo y no a las capacidades de la persona que lo ocupa
Propio de la organización: la valoración de puestos de trabajo son apropiados a las características particulares y a la actividad de la empresa.
A continuación se detallan los factores a partir de los cuales se debería determinar el valor relativo de cada uno de los puestos de trabajo de la empresa.
Capacitación: Amplitud del conocimiento y experiencia sobre aspectos teóricos, prácticos, así como capacidades y técnicas profesionales concretas requeridas para realizar un determinado trabajo. Entendido tanto como el volumen de áreas de conocimiento diferentes, como el mayor o menor grado de conocimiento sobre cada una de ellas. Dicho conocimiento puede haber sido adquirido a través de una formación concreta, de la experiencia profesional, o como una combinación de ambas.
Comunicación e influencia: Grado de interrelación del puesto con otros de la organización o terceros externos, incluidos clientes, para alcanzar los resultados pretendidos. Se tiene en cuenta tanto el intercambio de información, como la capacidad de influencia, persuasión y negociación frente a terceros.
Comunicación e influencia: Grado de interrelación del puesto con otros de la organización o terceros externos, incluidos clientes, para alcanzar los resultados pretendidos. Se tiene en cuenta tanto el intercambio de información, como la capacidad de influencia, persuasión y negociación frente a terceros.
Responsabilidad sobre recursos: Volumen de recursos económicos y materiales bajo la gestión del puesto de trabajo, así como el alcance o impacto de dichos recursos sobre la organización.
Dirección de personas: Grado de complejidad y dedicación del puesto a la organización y dirección del colectivo de personas enmarcado bajo su supervisión. Se considera tanto el número de personas como la complejidad de los puestos que ocupan.
Condiciones físicas: Nivel de exigencia física requerido por el puesto en el desempeño de sus funciones, considerando tanto el esfuerzo físico como factores ambientales.
De acuerdo con estas valoraciones se ofrece a continuación una tabla con los distintos niveles de responsabilidad y autonomía dentro de una empresa tipo del ramo. Los niveles más altos se corresponden con una mejor valoración en conjunto a través de los ítems descritos.
Estos niveles de responsabilidad constituyen graduaciones que permiten valorar la intensidad que contiene cada puesto de trabajo en términos de responsabilidad. Los niveles de responsabilidad para la ordenación de los puestos de trabajo son los siguientes:
Nivel 1: el puesto de trabajo asume la máxima jefatura en el ámbito de aquellas funciones para las que asume la dirección, gestionando con autonomía medios humanos y materiales puestos a su disposición. Incluye ámbitos como la prestación de los servicios ofrecidos por la empresa, o las funciones de carácter legal de Secretaría e Intervención.
Nivel 2: el puesto de trabajo asume la dirección de un ámbito particular de responsabilidad en la prestación de los servicios ofrecidos por la empresa, servicios directamente relacionados con la actividad principal de la entidad, y con impacto directo en el nivel de servicio final ofrecido a clientes o usuarios. Implica la gestión de los medios humanos y materiales puestos a su disposición.
Nivel 3: el puesto de trabajo asume la prestación de servicios de asesoramiento administrativo especializado, en colaboración directa con los órganos establecidos legalmente de Secretaría e Intervención (también incluye las funciones de carácter legal de Tesorería), o de soporte a jefaturas de servicio técnico.
Nivel 4: el puesto de trabajo asume la gestión y ejecución de una serie de funciones coordinando medios propios o externos, en el ámbito de la prestación del servicio ofrecido por la empresa, o de servicios internos. La capacidad de decisión del puesto está supeditado al control cotidiano del responsable del departamento.
Nivel 5: el puesto de trabajo puede asumir el mando de un equipo propio de personas en la ejecución de tareas manuales relacionadas con el servicio de explotación de las infraestructuras de la empresa. La capacidad de decisión del puesto está supeditado al control cotidiano del responsable del departamento o de las personas en las que éste delegue
Nivel 6: el puesto de trabajo puede asumir el mando de un equipo propio de personas en la ejecución de tareas manuales relacionadas con el servicio de explotación de las infraestructuras de la empresa, o realizar con autonomía labores técnicas de soporte administrativo. La capacidad de decisión del puesto está supeditado al control cotidiano del responsable del servicio o de las personas en las que éste delegue.
Nivel 7: el puesto de trabajo realiza funciones supeditados al control cotidiano del responsable del departamento o de las personas en las que éste delegue.
7.2.- Externalización de servicios de mantenimiento.
La externalización(del inglés outsourcing) es el proceso en el cual una empresa/entidad proveedora de servicios delega una porción de su proceso o actividad a una compañía externa. Dicha compañía es contratada para desempeñar más eficientemente el trabajo. La primera organización queda libre para enfocarse en la función central de su negocio. En resumen, el outsoucing consiste en que una entidad o corporación contrata a una agencia externa especializada para realizar un trabajo que no domina.
La externalización de servicios comenzó en EEUU en los años 60 y consistía en contratar empresas externas para realizar servicios que no se consideraban esenciales para la actividad. Entre finales de los 80 y principios de los 90, algunas administraciones se comenzaron a sumar a esta tendencia, y se decidieron a subcontratar actividades que hasta ese momento eran prestadas de manera directa incorporando empresas externas que realizaran esas actividades.
Razones para externalizar servicios
Además de la imposibilidad de asumir ciertas acciones estratégicas, existen otras razones por las cuales las empresas deciden externalizar de servicios.
La compañía especializada que se ocupa del trabajo subcontratado a menudo está especializada y normalmente tendrá capacidades mejoradas y acceso a nuevas tecnologías; en las que la compañía que contrata el servicio quizá no podría permitirse invertir. La externalización de servicios permite a la entidad contratadora centrarse en otros asuntos de negocio, mientras los expertos externos se ocupan de los detalles.
En algunos casos, por ejemplo, el elevado coste de un departamento propio lleva a que muchas de ellas decidan delegar una acción concreta en terceros. La rentabilidad o no de esta maniobra dependerá de cuál sea la relación con ese intermediario.
También puede suceder que las compañías no tengan planes de abrir una nueva área o departamento y que dicha sea necesidad sea solamente temporal, con lo cual resulta más rentable contratar a un intermediario para ello.
Otras veces la razón es la búsqueda de una mayor calidad. El mercado está lleno de consultores e intermediarios que brindan un excelente servicio, algo que les genera un notable voto de confianza entre las empresas que contratan con ellos.
Externalización de servicios de mantenimiento de redes de agua
La empresa encargada de la gestión del agua se enfrenta ante un reto a la hora de externalizar sus servicios, asegurarse de que las empresas subcontratadas estén a la altura técnica y organizativamente. Cuando se externaliza un servicio, se puede correr el riesgo de perder el control diario y la supervisión de esas actividades. No es suficiente con especificar las condiciones del servicio al principio, y esperar a detectar posibles negligencias o irregularidades cuando afectan a la calidad o seguridad del agua. Y más si estas subcontratas tienen que tener acceso a las infraestructuras del ciclo integral, que no olvidemos, se consideran como infraestructuras críticas. Tener un registro de quién entra, cuando entra y las condiciones en las que entra alguien en las instalaciones es esencial para asegurarse de que la empresa subcontratada cumple con sus obligaciones tanto de servicio, como con las normas de salud e higiene en el trabajo.
Ateniéndonos a la historia reciente, podemos afirmar que a lo largo de muchos años la licitación y contratación de obras para la ejecución y/o renovación de redes de saneamiento y abastecimiento de agua ha sido el modelo más habitual (recayendo así la titularidad de las obras en empresas externas a los organismos encargados de la gestión del suministro de agua en un territorio determinado), en este mismo ámbito en los últimos años están proliferando procesos de externalización de dos tipos:
Externalización parcial de servicios: Orientados a la reparación, inspección, mantenimiento y rehabilitación de instalaciones de suministro de agua y saneamiento. En estos casos la titularidad de la gestión del recurso se mantiene. Es una modalidad cada vez menos habitual.
Externalización total de la gestión: Abarcando todos los ámbitos relacionados con el suministro e incluyendo procesos administrativos, de facturación, mantenimiento, etc. Supone una cesión completa de la gestión por parte de la adminstración a una empresa concesionaria por un determinado periodo de tiempo. Este tipo de externalización de servicios es actualmente el que más se está extendiendo.
Numerosos ayuntamientos, están optando por este modelo que incluye tanto suministro como mantenimiento de infraestructuras. Se ha pretendido así dar un carácter de continuidad y estabilidad a esta situación de forma que, a medio plazo, se pueden plantear dificultades en caso de querer revertir dicha concesión. Este escenario exige de la administración un control de los precios y de la carga sobre los usuarios de los costes de costes de mantenimiento y de los cánones por suministro.
La fórmula de privatización más utilizada es la concesión de los servicios. El agua sigue siendo pública, el servicio competencia y responsabilidad de las Entidades Locales, pero la gestión en todos sus ámbitos se adjudica a un agente privado. En todos los casos de privatización del ciclo urbano del agua la empresa privada paga a la administración una cantidad de dinero a cambio de la concesión. Es lo que se denomina canon concesional. Estos cánones tienen como objetivo mejorar las infraestructuras hidráulicas (mediante mejora, correcto mantenimiento y rehabilitación).
Así se ha llegado a una nueva coyuntura en la que la gestión privada (a través de empresas mixtas o privadas) supone ya cerca del 50%. Las principales empresas que han accedido, a través de este proceso de externalización a la gestión del agua en España son Aqualia, división de la constructora FCC, y Aquagest, con una mayoría de Aguas de Barcelona.
Este modelo de gestión exige la existencia de órganos reguladores, indicadores de calidad de gestión y estadísticas fiables, lo contrario puede suponer una merma en la capacidad de controlar este recurso por parte de las administraciones. Es por eso que, en algunas ciudades europeas se está dando un paso atrás en la externalización de la gestión y servicios de saneamiento y suministro de agua. Son los casos en Francia de Grenoble o París cuyas entidades locales recientemente han recuperado su concesión. En España, por su parte, la presión de las empresas privadas se ve favorecida por la falta de recursos municipales y la debilidad de la regulación.
7.3.- Mantenimiento de equipos y herramientas empleados en el mantenimiento.
Instrumentos y herramientas de mantenimiento
Las empresas mantenedoras de instalaciones de suministro de agua deben acreditar ante el órgano competente la posesión de una serie de medios técnicos y materiales (instrumentos de medida y herramientas) necesarios para poder desarrollar correctamente su labor.
Los medios más utilizados en el mantenimiento son:
Herramientas diversas: llaves inglesas, grifas, llaves fijas, etc.
Manómetros: son los instrumentos encargados de medir la presión de una tubería. Se clasifican según su resolución, siendo los de clase 1 los que garantizan mayor precisión.
Bombas de presión: se utilizan en las pruebas de estanquidad.
Polímetro, pinzas amperimétricas y voltímetro: los instrumentos de medición eléctrica permitirán evaluar el funcionamiento y consumo de electroválvulas, motores de grupos de presión y cuadros de control de la instalación de agua.
Geófono: es un instrumento acústico que permite detectar el punto de fuga en una tubería empotrada en la pared sin tener que descubrir las rozas.
Detector de metales y cámaras termográficas: los detectores de metales sirven para detectar tuberías de cobre y acero empotradas en suelos y paredes. Como muchas tuberías son de material plástico (PVC-U,PVC-O PE, PP, etc), se puede recurrir a una cámara termográfica para detectar el trazado y fugas de las mismas.
Caudalímetros externos: permiten medir el caudal de un circuito. Los más utilizados son los ultrasónicos y los electromagnéticos.
Termómetros: se utilizan para la lectura de temperaturas en diversos puntos de la instalación. Los más usados son los termómetros de infrarrojos.
Cuidado de herramientas durante el almacenamiento
El buen cuidado de las herramientas no sólo se refiere al uso de las herramientas sino también al tratamiento que se les da cuando no se utilizan, es decir cuando se almacenan:
Cuando se van a almacenar las herramientas porque no se están utilizando, lo ideal sería colgar las herramientas si se dispusiera del espacio para hacerlo, ya que de esta manera se evitará que se puedan dañar por roces o algunos de sus componentes se puedan dañar por el peso de otras herramientas que se encuentren sobre ésta.
Si no se dispone del espacio suficiente para mantener las herramientas colgadas y se elige la caja para almacenarlas, lo ideal es guardar en estuches individuales o envolver las herramientas más importantes y delicadas para evitar el roce con otras herramientas.
El mantenimiento de herramientas no sólo se trata de una cuestión mecánica. Como las herramientas están fabricadas en su mayoría, con acero y otras aleaciones metálicas, son susceptibles al daño por vía química es decir, por corrosión. Cuando se almacenan en cajas, se debe tener en cuenta que si hay humedad dentro de la caja, esto puede ocasionar que las herramientas se corroan, por esto debe tratarse de tener las cajas secas y siempre es bueno colocar tiza, una bolsa de sílice o una de arroz para absorber la humedad.
Para lograr un buen cuidado de las herramientas de acuerdo a sus funciones, existen ciertas recomendaciones que son muy específicas debido a las diferentes utilidades que tiene cada herramienta:
Si se trata de herramientas a las que se les puede adherir pintura, resinas, esmaltes u otros restos de materiales, lo más recomendable es utilizar una pistola caliente para fundir y eliminar más fácilmente los restos material adherido.
En el caso del mantenimiento de herramientas como martillos, mazas o alguna otra herramienta que consista en un mango con una cabeza y que se utilice para impactar o aplicar esfuerzos, es recomendable verificar siempre que se encuentren bien fijados. Es posible lograr esto, introduciendo una pequeña cuña metálica en el extremo del mango para fijar la cabeza sólidamente.
En cuanto a las herramientas para medir, es recomendable almacenarlas protegidas contra la humedad. Si poseen elementos sensibles como los niveles de burbuja, es recomendable no apilarlos o mantenerlos diferenciados del resto, para evitar que se pueda dañar o romper. Si poseen elementos metálicos se deben limpiar con un trapo impregnado de grasa y si cuenta con elementos de madera, se debe limpiar con algún aceite vegetal como el de lino.
Si se trata de sierras o algún tipo de herramienta de corte, la mejor manera de realizar el mantenimiento de estas herramientas es resguardando sus hojas y dientes con vainas o gomas para evitar que sean melladas. Adicionalmente, se debe afilar ocasionalmente las herramientas de corte que no sean descartables (como es el caso de los discos de corte), porque estos pueden romperse al intentar afilarlos.
Cuidado de herramientas de acuerdo al material de fabricación
Cuando se trata del mantenimiento de herramientas de acuerdo al material de fabricación, se debe tener en cuenta si éstas tienen piezas de metal, madera o alguna otra en particular:
Las herramientas fabricadas en acero o metal son susceptibles a la oxidación o corrosión. En caso que se produzca este fenómeno químico, lo ideal es tratar de esmerilarlas o lijarlas con papel de lija de grano medio hasta que se elimine el óxido por completo. Si las herramientas se encuentran muy oxidadas, también se pueden sumergir en aceites que no contengan ácidos o bien, en aguarrás por unas cuantas horas y una vez retirados, se deben frotar con cepillos o estropajos de aluminio.
Para evitar que este daño químico se produzca en principio, es ideal mantener lubricadas las herramientas con cierta periodicidad. Se debe observar que si al momento de usar las herramientas se encuentra polvo en las áreas lubricadas, éste se puede remover con un poco de aguarrás.
Como se mencionó anteriormente, las piezas de madera de las herramientas se deben mantener limpias con aceites vegetales, como por ejemplo el aceite de lino.
Existen muchas formas prácticas de realizar un adecuado mantenimiento de herramientas sin tener que invertir una gran cantidad de dinero en productos especiales y que alargarán el tiempo de vida útil de éstas, ayudando de esta manera a ahorrar lo suficiente en reposición o sustitución.
Eliminar material no deseado de una superficie para dejarla alisada mediante una piedra de esmeril. Es un mineral tratado y formado de forma mayoritaria por óxido de aluminio, mezclado con otras variedades como espinela, hercinita, magnetita y rutilo. La acción se consigue mediante el giro continuo de un disco con esa composición.
7.4.- Homologación de proveedores.
En la mayoría de los casos en que se dan supuestos de coordinación de provisión de servicios se establecen relaciones con proveedores. Es decir, que las empresas titulares del mantenimiento se suministran a partir de proveedores conocidos y más o menos estables.
La interacción comercial con proveedores requiere que se les exija el cumplimiento de una serie de requisitos indispensables para el correcto funcionamiento de los servicios de mantenimiento. El compendio de requisitos exigidos a los proveedores viene articulado en un procedimiento que comúnmente se denomina homologación de proveedores.
Procedimiento de homologación de proveedores
Los procedimientos de homologación de proveedores tienen como objetivo comprobar si el proveedor con el que se va a trabajar cumple con las especificaciones exigidas por la empresa. Estas pueden ser de precio, calidades, plazos de entrega, condiciones de pago, etc. Si se pretende integrar la prevención en la empresa proveedora, habrá que incluir criterios preventivos. Para ello, debemos hacer una distinción entre aquellos proveedores que suministran bienes, productos, maquinaria, etc, y aquellos que vayan a realizar obras o servicios en nuestro centro de trabajo.
En todo caso, deberemos comprobar que nuestros proveedores cumplen con la normativa en prevención de riesgos laborales. Parar ello, como mínimo, deberemos asegurarnos de:
Que el proveedor esté dotado de una organización preventiva de acuerdo con las modalidades establecidas en la Ley de Prevención de Riesgos Laborales. La organización preventiva de la empresa titular del centro de trabajo deberá valorar si la organización preventiva que presenta la empresa en coordinación es adecuada a la actividad de la empresa y a la magnitud de los riesgos de las tareas a realizar.
Que el proveedor tenga realizada su evaluación de riesgos y, en el caso de obras y servicios concretos, se deberá solicitar una evaluación de riesgos específica de las tareas que ha de realizar en ese centro de trabajo.
Tipos de proveedores
En el caso de que sean proveedores de bienes deberemos comprobar si los productos cumplen con la normativa específica de marcado CE (etiquetado, envasado, instrucciones, etc) de conformidad con la normativa de prevención. Estos requisitos se deben integrar de los procedimientos de compras e incluirse dentro del Plan de Prevención de la empresa, de tal forma que, con carácter previo a la compra de cualquier producto, se pueda comprobar el cumplimiento de los requisitos preventivos.
En el caso de que sean proveedores que realizan obras o servicios en nuestra área de trabajo, habrá que estar al corriente del pliego de prescripciones técnicas y del plan de mantenimiento.
Control de Actividades Empresariales (CAE) de proveedores
En el plan de homologación de proveedores se pueden incluir otros muchos factores además de los recogidos anteriormente y los que vienen determinados por los procedimientos de compras y de coordinación de actividades.
Estos factores nos pueden indicar el grado de compromiso de nuestros proveedores con la seguridad y salud laboral. Comentamos a continuación algunos a título de ejemplo:
Índices de accidentabilidad: a través de indicadores objetivos como son las estadísticas de accidentabilidad con marcadores de frecuencia, gravedad e incidencia, se puede valorar el grado de cumplimiento de la normativa en prevención de riesgos laborales. A través de los índices de accidentabilidad podremos establecer una prioridad en la contratación y evitar el riesgo que supone trabajar con aquellos proveedores que superen determinados límites.
Grado de cumplimiento de las obligaciones en materia de prevención de riesgos laborales. Se pueden establecer indicadores en base a las no conformidades detectadas en cumplimiento de la normativa en prevención, al número de inasistencias a reuniones de seguridad o de coordinación de actividades empresariales, al grado de utilización de equipos de protección individual por parte de sus trabajadores, etc.
Una vez establecidos los indicadores, se comunican a los proveedores para que sepan que van a ser evaluados. Se debe informar puntualmente del grado de cumplimiento y solicitar las desviaciones sobre los mismos; son las bases para el adecuado funcionamiento de un plan de homologación de proveedores.
Incluir medidas preventivas en los planes de homologación de proveedores incide directamente sobre la creación de cultura preventiva en las empresas, mejora la seguridad en la prestación del servicio por parte de los proveedores y evita accidentes laborales.
Autoevaluación
Retroalimentación
Falso
7.5.- Especificaciones técnicas de repuestos.
A la hora de diseñar el plan de mantenimiento de una instalación de suministro o abastecimiento de agua deberemos establecer las necesidades y repuestos básicos que se consideren imprescindibles a priori para el desarrollo correcto del servicio programado. Habrá que definir el stock mínimo imprescindible de estos materiales, teniendo en cuenta para ello no solamente la experiencia de los técnicos dedicados al establecimiento del plan de mantenimiento, sino también las recomendaciones al respecto de los fabricantes de los equipos y elementos más significativos o para los que se puedan prever dificultades en la localización y acopio ocasional de repuestos. Las recomendaciones de los fabricantes en todo lo referente a la utilización y al mantenimiento de sus equipos, incluyendo las relaciones de repuestos mínimo de sus respectivos productos, deberán también formar parte de un capítulo específico del plan de mantenimiento.
Como criterios generales tendremos que tener en cuenta:
Calidad de los materiales: Todos los materiales serán de primera calidad y reunirán las condiciones exigidas en el presente documento y además deberán satisfacer las normas de obligado cumplimiento referidas a transporte, manipulación, almacenamiento o uso de los mismos.
Materiales rechazados: La Dirección Técnica podrá rechazar aquellos materiales que no reúnan, a su juicio, la calidad y condiciones necesarias para la finalidad a la que deban ser destinados, incluso aún cumpliendo los requisitos presentes en este documento.
Materiales no consignados: Así mismo la Dirección Técnica se reserva el derecho a aceptar aquellos materiales no consignados en este documento, si a su juicio no cumplieran los requisitos mínimos de calidad.
Comprobación de pedidos: Se comprobará mediante los documentos suministrados con los materiales, que éstos coinciden con los pedidos. Si no se incluye una declaración del suministrador de que los productos o materiales cumplen los requisitos exigidos en el presente documento, se tratarán como productos o materiales no conformes.
Para saber más
A modo de ejemplo, ofrecemos a continuación el documento "Requisitos técnicos para materiales: Redes de Abastecimiento y Saneamiento" de Gupo Energético Puerto Real (GEN) en el que se establecen las especificaciones que deben reunir los materiales a recepcionar por parte de los proveedores. El documento fija los requisitos tanto de tuberías como de accesorios.
Con carácter general, tanto los pliegos de prescripciones técnicas de las instalaciones como los pliegos para la contratación de servicios a empresas externas a las entidades encargadas de la gestión de las redes de agua, recogen especificaciones concretas sobre repuestos, útiles, herramientas y maquinaria. El cumplimiento de las mismas es inexcusable en las labores de mantenimiento de las instalaciones de suministro y saneamiento de agua. Estas son algunas de las medidas recurrentes que se suelen adoptar para velar por el mantenimiento de los requisitos y especificaciones técnicas de los repuestos:
Repuestos: Se procurará, en la medida de lo posible, que los repuestos sean siempre originales y estén específicamente destinados a la instalación, o a los componentes y elementos necesarios para cada máquina/equipo que sea objeto de reparación. En el caso en que este tipo de repuesto no se encontrase en el mercado, el utilizado deberá tener unas características equivalentes al original.
La empresa deberá contar con una partida presupuestaria para la adquisición y suministro del material consumible necesario para llevar a cabo las tareas de mantenimiento preventivo y correctivo.
Cuando una operación de mantenimiento preventivo o correctivo no urgente conlleve la sustitución de una pieza de recambio fuera de su período de garantía y que, por lo tanto, suponga un coste adicional el técnico al cargo informará al departamento de compras, y acompañará la petición de un presupuesto e informe justificativo de la necesidad del recambio, que deberá ser aceptado por el responsable técnico del departamento de compras. El presupuesto se desglosará en precios por unidad, y una vez aprobado, se procederá a la sustitución, emitiéndose una factura por el importe presupuestado.
Si el responsable de compras no está de acuerdo con el presupuesto del técnico de mantenimiento, éste le podrá indicar la existencia de otro proveedor más idóneo a quien deberá comprar la pieza de repuesto en cuestión.
Útiles, herramientas y maquinaria: El personal de mantenimiento dispondrá de todos aquellos medios materiales, herramientas y maquinaria indispensables para el desarrollo de las tareas de mantenimiento preventivo y correctivo reflejadas en el pliego de prescripciones técnicas. Los medios citados deberán cumplir con las especificaciones mínimas, de acuerdo a normativa, para garantizar el óptimo desarrollo de las labores de mantenimiento.
La empresa proveerá al personal al cargo de las tareas de mantenimiento de los consumibles necesarios para los trabajos de mantenimiento preventivo y correctivo, como por ejemplo: aceites, lubricantes, artículos de limpieza, disolvente, grasas, pequeñas juntas, soldaduras, tornillería, soletas, filtros, todo tipo de cargas de gas, silicona, cáñamo, juntas tóricas, detergentes, teflón, aislamientos, machones, obturadores, cinta aislante, cables, mangueras y canaletas eléctricas, etc.
Inventario y control: El departamento de mantenimiento se encargará de gestionar el almacén de piezas de repuesto, hará una previsión inicial de todas aquellas piezas, herramientas o materiales necesarias para las reparaciones, sustituciones o averías; y asumirá la responsabilidad de adquirir dicho material, de reponerlo de manera periódica, y de justificar cada una de las compras.
Tiempo de reposición de piezas: Si el técnico de mantenimiento al cargo considera que el tiempo que tarda el departamento de compras para conseguir repuestos no es adecuado, le advertirá por escrito para corregir la demora.
Las especificaciones concretas de los materiales a utilizar en instalaciones de abastecimiento de agua y de saneamiento se recogen en una serie de normas ya estudiadas en la Unidad de Trabajo 1, "Operaciones de montaje de redes e instalaciones de agua". A modo de recordatorio se incluyen en las siguientes tablas.

 Materiales formativos de FP Online propiedad del Ministerio de Educación y Formación Profesional.
Materiales formativos de FP Online propiedad del Ministerio de Educación y Formación Profesional.