Determinación de necesidades de materiales.
Determinación de necesidades de materiales.
Caso práctico

María y Fernando son hermanos que trabajan en el sector de transporte.
María trabaja como directora de operaciones de una empresa “MXLogistics, S.A.” de distribución, establecida en la zona franca de Barcelona. La actividad de la empresa “MXLogistics” es la de facilitar la gestión administrativa y logística para empresas de importación y exportación. Además de otras instalaciones, dispone de un ADT (almacén de depósito temporal).
Por su parte, Fernando tiene su propia empresa “Autocares Sur, S.L.” en Sevilla. Una empresa de transporte de viajeros que presta servicio de transporte dentro del consorcio de transporte de viajeros de Andalucía. Cuenta con una importante flota de autocares y autobuses de diferente tamaño.
El padre de María y Fernando, Don José, tiene una empresa de transporte de mercancías “Transportes Giralda, S.A.” en Sevilla. Comenzó realizando su actividad a nivel provincial, pero en la actualidad la empresa ha crecido bastante y realiza transporte internacional, además de prestar servicios externalizados a otras empresas. La empresa cuenta con una importante flota de vehículos adaptados para el transporte de mercancías de diferente tipo (refrigerados, líquidos,etc. ). Hace un año, entró en la empresa Carlos (titulado en el CFGS de LyT) como responsable de Calidad, Seguridad e Higiene, y en poco tiempo se ha convertido en la mano derecha de Don José. Carlos había trabajado anteriormente en una empresa de transporte de A Coruña con importantes clientes en Portugal e Irlanda.
Don José, por su edad, se ha jubilado este año. Ha hablado con sus dos hijos de la situación de la empresa tras su jubilación. María y Fernando no tienen duda: se encargarán de la empresa “Transportes Giralda, S.A.”. Ven una oportunidad de negocio única.
María se encargará de la dirección de la empresa, aprovechará sus conocimientos y experiencia en su anterior trabajo en Barcelona para ponerlos al servicio de la empresa. Por su parte Fernando, decide mantener su empresa de transporte de viajeros “Autocares Sur, S.L”, pero integrarla en las actividades de la empresa “Transportes Giralda, S.A”. Además creen importante ampliar la actividad de la empresa y aprovechar una de las naves con las que cuenta la empresa “Transportes Giralda, S.A” que apenas si servía de cochera, y convertirla en un almacén con los que prestar servicios logísticos.
Como resultado, “L&T, S.A”, es una empresa que tiene tres áreas de negocio:
- Transporte de viajeros.
- Transporte de mercancías.
- Operaciones logísticas.
María se encargará de la dirección general mientras que Fernando del área de viajeros. Para la nueva aventura empresarial contarán con Carlos como responsable del área de mercancías.

1.- Políticas de aprovisionamiento.
Caso práctico
_de_trafico_02.jpg "Carlos.")
Carlos como responsable de logística de la empresa se plantea tener que revisar las necesidades de la empresa y determinar las nuevas previsiones de demanda de toda la empresa.
Se reúne con Fernando y María y les plantea la situación, comentando que sería una buena idea hacer una política de aprovisionamiento al pedido. Les indica que es una forma de despreocuparse del aprovisionamiento de materias primas como el gasoil, aceites,… porque cuando el nivel material disminuya a un nivel que tienen que decidir, se da aviso al proveedor para comprar una cantidad nueva. Fernando y María están de acuerdo.
Cuando te planteas gestionar una política de aprovisionamiento lo primero que tienes que decidir es cómo contestar a las siguientes cuestiones: ¿Qué producto pedir?, ¿cuándo pedir el producto?, y ¿cuánto producto pedir? Todas estas preguntas las tendrás que responder dependiendo de la estructura que presente tu empresa y el artículo, el cual, dependiendo de su características, determinará fechas de entrega, cantidades a adquirir,…
La política de aprovisionamiento que apliques en tu empresa puede variar entre los siguientes métodos de aprovisionamiento o incluso mezclar los métodos en diferentes momentos del período de aprovisionamiento. Para conocer las formas de aprovisionamiento pasa el cursor del ratón por encima de los rectángulos y las conocerás.

Cada forma de aprovisionamiento tiene sus ventajas y sus inconvenientes y ahora las vas a conocer:
Calendario: tiene como principal ventaja una gestión simplificada tanto para ti, como para los proveedores. A cambio tiene un riesgo de deriva del nivel de existencias, si se modifica la demanda y ausencia de flexibilidad ante una emergencia.
Punto de pedido: como ventaja presenta una reducción del riesgo de penuria. Entendiendo por riesgo de penuria, el riesgo de no satisfacer la demanda, lo que causa un penalización. Y como inconveniente provoca que tengas que estar continuamente alerta.
Periódico: facilita tu planificación y reduce el riesgo de sobre stock. Pero en caso de cambio de demanda existe riesgo de penuria.
Al pedido: se adapta perfectamente a las compras, y como inconveniente provoca que tengas que estar permanentemente alerta.
1.1.- Previsión de demanda.
 La previsión de la demanda es un asunto importante que tienes que conocer para evitar que se produzcan pérdidas innecesarias. Para conseguirlo tienes que realizar una planificación de la demanda, que se debe basar en unas previsiones de la demanda que puedas tener.
La previsión de la demanda es un asunto importante que tienes que conocer para evitar que se produzcan pérdidas innecesarias. Para conseguirlo tienes que realizar una planificación de la demanda, que se debe basar en unas previsiones de la demanda que puedas tener.
Previsión de demanda por producción/distribución: Consiste en hacer una estimación de la cantidad de pedidos y en qué fechas te lo van a realizar tus clientes y por tanto poder planificarte toda la producción, así como, la distribución de tu empresa. Para ello, comprobarás el historial de pedidos de los últimos años, con arreglo a esos datos, generarás unas previsiones de demanda.
 Previsión de demanda por gestión de stock, consiste en realizar una previsión de demanda de los pedidos que te realizan los clientes, basado en el historial de pedidos de los clientes, de forma que cuando se acercan a una fecha se realiza una reposición de pedidos teniendo presente el estado del stock. Las ventajas que se obtienen son:
Previsión de demanda por gestión de stock, consiste en realizar una previsión de demanda de los pedidos que te realizan los clientes, basado en el historial de pedidos de los clientes, de forma que cuando se acercan a una fecha se realiza una reposición de pedidos teniendo presente el estado del stock. Las ventajas que se obtienen son:
- Planificación operativa.
- Aumenta el nivel de servicio al cliente.
- Aumenta la fidelidad del cliente.
- Equilibra la carga de trabajo en el transporte.
- Optimiza y minimiza el número de reposiciones necesarias.
Previsión de demanda por inventario, es un concepto parecido al anterior, en este caso, realizas un estudio del historial de almacén y determinas el nivel de demanda que tienes en cada fecha, y con arreglo a estos datos realizas los pedidos a tus proveedores. Las ventajas son:
- Reducción del coste de stock por material estropeado u obsoleto.
- Mejora de la imagen de la empresa.
- Mejora de la previsión de demanda de tus proveedores.
Para saber más
En el siguiente enlace encontrarás información sobre la gestión moderna de los inventarios, donde aparece una presentación que te informa de diferentes conceptos sobre los inventarios como el coste, sistemas de gestión de stock, categoría de productos,…
Debes conocer
![]() Trabaja duro, diviértete, haz historia
Trabaja duro, diviértete, haz historia
¿Sabes qué es esto?
Es el eslogan corporativo de Amazon.
Te mostramos un interesante artículo sobre "Las claves del éxito de Amazon".
Desde que Bezos vendiera en 1995 desde su garaje su primer libro -Fluid Concepts & Creative Analogies-, la oferta de Amazon no ha dejado de crecer. La empresa cuenta ahora con 32 tiendas diferentes y 285 millones de clientes, así como 132 millones de referencias físicas y otras 35 millones digitales sólo en Amazon.es, donde se añaden cada día una media de 68.000 productos nuevos. Para saber un poco más pincha aquí:
Autoevaluación
1.2.- Plan de ventas.

¿Quieres saber qué es un plan de ventas y cómo llevarlo a cabo? Entonces lee las siguientes líneas.
Un plan de ventas es un pronóstico de las ventas que tu empresa tiene previsto que se realicen, habitualmente analiza los resultados de facturación del año anterior y se le añade un pequeño porcentaje atendiendo a las previsiones de crecimiento que tienes planificadas.
Todo plan de ventas se tiene que basar en tres puntos clave:
- Conseguir clientes nuevos. Cuando intentes captar clientes nuevos te darás cuenta que se necesita un esfuerzo económico importante y que no siempre se obtienen los resultados deseados, aproximadamente uno de cada diez intentos de captar clientes tiene éxito.
- Vender más a clientes actuales. Debes conocer las necesidades y gustos de tus clientes para tratar de aumentar su satisfacción con los productos de tu empresa. Además tienes que atender a la calidad final de los productos o servicios que prestes por que se consigue mejorar la imagen de la empresa.
- Recuperar clientes. Cuando realizas intentos de captación de nuevos clientes, como ya se comentó anteriormente, nueve de cada diez intentos no son exitosos. Pero en muchos casos, este “no” no es definitivo y se debe indagar para conocer la razón, ya que pueden existir clientes potenciales que en un momento dado te están dando un “no” temporal.
Autoevaluación
1.3.- Plan de producción y de materiales.

Como verás este plan tiene como objetivo detallar todos los aspectos técnicos y organizativos que forman parte en la fabricación de los productos o en la prestación del servicio. Se trata de detallar al máximo el proceso de fabricación del producto, o de prestación del servicio, identificando las partes del proceso. Se prestará especial atención a los siguientes puntos:
- Proceso de fabricación: Para cada uno de los productos del catálogo hay que describir su proceso de fabricación.
- Localización geográfica de las instalaciones: Han de tenerse en cuenta las ventajas y desventajas de la opción.
- Edificios y terrenos necesarios: Tienes que tener presente si realizas adquisición o alquiler, el mantenimiento, los espacios.
- Equipos necesarios para la fabricación de los productos o la venta de los servicios: Debes conocer los tipos, modelos, costes y capacidad de los equipos.
- Estrategia del proceso productivo: Lo cual se traduce en decidir si alguna de las fases del proceso de producción o de prestación de servicios se va a subcontratar.
- Descripción de los procesos de control de calidad, control de inventarios y demás procedimientos de inspección que garanticen la optimización de los recursos y la satisfacción del cliente.
El plan de materiales tienes que plantearlo para contestar a ¿qué?, ¿cuándo?, y ¿cuánto?, es decir, qué aprovisionamiento de materiales necesitas.
Por ello, tienes que tener presente los aspectos logísticos de
- Características físicas (peso, volumen, peligrosidad…).
- Características de flujo (función, utilidad, finalidad..).
- Características logístico-comerciales (actividad, sustitución...).
2.- Organización de la producción y distribución.
Caso práctico

Fernando se plantea realizar una nueva organización de su empresa ya que al integrarla con la de su padre puede aprovechar elementos comunes y reducir gastos. Para empezar pone de máximo responsable de la empresa de transporte de viajeros a su antigua mano derecha, Jaime, de esta forma él se queda más libre para gestionar L&T S.A.
También cambia de empresa a José Luís, un conductor de su confianza que dispone de todos los carnet de circulación con vehículos. Su idea es que esté en diferentes puestos de trabajo, de forma que sustituya todas las bajas en las dos empresas y pueda cubrir a compañeros en desplazamientos largos. Fernando habla con José Luís y le ofrece el nuevo puesto y una subida de sueldo, el conductor está de acuerdo, le va a venir muy bien este incremento del sueldo, y a Fernando le permite eliminar un problema que se planteaba, tener dos conductores en diferentes puestos de trabajo, en cada empresa, lo que hubiese provocado tenerlos ociosos en determinados momentos, pero con su solución puede eliminar bastante horas ociosas. Fernando está contento con la gestión realizada.
Si quieres saber en qué consiste la organización de la producción y distribución, lee atentamente las siguientes líneas.
La organización de la producción es un procedimiento global de transformación de unas materias primas en productos finales para satisfacer las necesidades del cliente, haciendo uso de maquinaria, recursos humanos y económicos, teniendo presente la calidad, el tiempo y el coste económico.
Esta se caracteriza atendiendo a la duración del proceso, a la gama, a la forma de petición del producto y a la configuración del proceso productivo.
-
Según la duración del proceso, este proceso puede ser continuo o intermitente:

- Producción continua: es aquel tipo de proceso en el cual la conversión de factores en productos se realiza en un flujo ininterrumpido en el tiempo. Las paradas son muy costosas (distribución de combustible, distribución de materias primas,..). También se incluyen los procesos productivos masivos de fabricación en línea.
- Producción intermitente: es aquella que no requiere continuidad por causa de la naturaleza del proceso de producción. La interrupción del proceso no plantea problemas de orden técnico, aunque sí económico.
- Según la gama:
- Producción simple: consiste en la obtención de un único producto de características homogéneas, como un transporte en una misma línea de forma repetitiva y a la misma hora.
- Producción múltiple: se caracteriza por la obtención de varios productos diferenciados o bien productos y subproductos dignos de consideración, que pueden ser o no técnicamente interdependientes entre sí.
- Producción múltiple interdependiente: que consiste en varios procesos técnicamente separados, de cada uno de los cuales se obtiene un producto diferente.
- Producción múltiple compuesta: es aquella que consta de varios procesos técnicamente interdependientes en todas o en alguna de sus fases. Un ejemplo de este tipo de proceso es el de transporte de crudo desde el lugar de producción hasta la refinería (petrolero, oleoducto...)
- Producción múltiple alternativa: es aquella en la cual de un mismo proceso productivo se obtienen varios productos, pero no de forma simultánea, sino alternando su transporte en el tiempo.
- Según la configuración del proceso productivo:
- Producción por talleres: los talleres son unidades técnicas de carácter funcional, esto es, especializadas en la realización de tareas homogéneas.
- Producción en línea: es aquella en la cual los elementos que componen el proceso productivo están ordenados según la secuencia lógica de operaciones sucesivas que el proceso de transformación requiere.
- Según la forma petición del producto:
- Producto para el mercado o para almacén: la empresa, en función de sus expectativas de ventas, decide individualmente qué productos fabricar, en qué cantidad y en qué momento.
- Producto sobre pedido o por encargo: la empresa produce a partir de pedidos firmes, de acuerdo con las especificaciones del cliente, que es quien decide acerca de la cantidad, calidad y momento en que desea el producto.
2.1.- Características de los procesos de producción / distribución.
Existen diferentes tipos de procesos de producción y a continuación podrás conocer las características de cada uno de ellos:
 Producción por proyecto, sus principales características son:
Producción por proyecto, sus principales características son:
- Fabricación de productos únicos o exclusivos.
- Producción de una o muy pocas unidades.
- Las actividades del proceso se llevan a cabo en un lapso de tiempo y en secuencia concreta.
- El control del proceso se realiza con técnicas de administración y proyectos (PERT – CPM).
-
Los períodos de fabricación son largos y con altos costos.
- Producción intermitente, sus principales características son:
- Poca cantidad de productos con mucha variedad.
- Utilizan las mismas instalaciones para la producción de distintos productos.
- Cuando se utilizan equipos y trabajos similares se agrupan en centros de trabajo.
-
Un mismo producto puede pasar por distintos centros de trabajo.
Dentro de la producción intermitente se distinguen dos tipos:
- Procesos intermitentes de tipo taller:
- Se fabrica una cantidad pequeña de un producto.
- Características del producto se ajustan a las exigencias del cliente.
- Son procesos muy flexibles.
- Un lote de producto puede hacerse una sola vez.
- Procesos intermitentes por lotes:
- Se producen repeticiones de lotes de productos una y otra vez.
- El cliente elige entre una amplia variedad de productos, pero nunca es a medida.
- Por lo general, los procesos por lotes son más amplios que en los procesos de tipo taller.
-
Un lote suele pasar por distintos centros de trabajo.
- Producción por flujo lineal o en serie, sus principales características son:
- Todas las secuencias de operaciones son lineales.
- Se realizan grandes volúmenes de fabricación.
- La variedad de productos es baja (procesos poco flexibles).
-
Tiene un alto grado de automatización (los empleados sólo tienen que aprender un número reducido de operaciones sencillas).
Dentro de la producción de flujo lineal se distinguen dos tipos: líneas de ensamblaje y procesos continuos.
- Procesos de flujo lineal por líneas de ensamblaje.
- Se fabrican productos discretos.
- Su fabricación se realiza en serie.
- Son procesos más eficientes que los procesos intermitentes.
- Los productos que se obtienen son técnicamente homogéneos.
- La variedad de productos es muy baja y en ella prácticamente no participa el cliente.
- Procesos de flujo lineal por procesos continuos.
- Siempre se ejecutan las mismas operaciones, en las mismas máquinas, para la obtención del mismo producto.
- Existe estandarización y controles de calidad efectivos.
- A veces los productos que se obtienen no son discretos.
Para saber más
A continuación encontrarás dos vídeos ilustrativos sobre la producción por proyectos y la producción por taller. El primero trata sobre el montaje del Airbus A340 y el segundo es la cadena de montaje de la marca de vehículos Passat.
2.2.- Flujo del proceso de producción.
Si te planteas qué es un esquema de flujo del proceso de producción, lee atentamente las siguientes líneas y lo conocerás.
El objetivo que persigue un esquema de flujo del proceso es indicar cómo producir el producto o servicio y esto lo consigue encontrando un camino que satisfaga los requerimientos de los clientes, teniendo presente los objetivos de gestión y coste.
Las ventajas de un flujo de proceso de producción son:
- Favorecen la comprensión del proceso al mostrarlo como un dibujo. El cerebro humano reconoce muy fácilmente los dibujos. Un buen diagrama de flujo reemplaza varias páginas de texto.
- Permiten identificar los problemas y las oportunidades de mejora del proceso. Se identifican los pasos, los flujos de los re-procesos, los conflictos de autoridad, las responsabilidades, los cuellos de botella, y los puntos de decisión.
- Muestran las interfases cliente-proveedor y las transacciones que en ellas se realizan, facilitando a los empleados el análisis de las mismas.
- Son una excelente herramienta para capacitar a los nuevos empleados y también a los que desarrollan la tarea, cuando se realizan mejoras en el proceso.

Cuando quieras crear un diagrama de flujo o interpretarlo debes seguir las siguientes indicaciones:
-
Círculo: Procedimiento estandarizado.
-
Cuadrado: Proceso de control.
-
Línea ininterrumpida: Flujo de información vía formulario o documentación en soporte de papel escrito.
-
Línea interrumpida: Flujo de información vía formulario digital.
-
Rectángulo: Formulario o documentación. Se representa gráficamente con un doble de ancho que su altura.
-
Rectángulo Pequeño: Valor o medio de pago (cheque, pagaré, etcétera). Se representa gráficamente con un cuádruple de ancho que su altura, siendo su ancho igual al de los formularios.
-
Triángulo (base inferior): Archivo definitivo.
-
Triángulo Invertido (base superior): Archivo Transitorio.
-
Semi-óvalo: Demora.
-
Rombo: División entre opciones.
-
Trapezoide: Carga de datos al sistema.
-
Elipsoide: Acceso por pantalla.
-
Hexágono: Proceso no representado.
-
Pentágono: Conector.
- Cruz de Diagonales: Destrucción de formularios.
2.3.- Programación de la producción.

Como verás la programación de la producción es un aspecto importante en la organización de tu empresa. Te permitirá saber cuándo se debe iniciar y terminar cada lote de producción, qué operaciones vas a utilizar, con qué máquina y con qué operarios.
Las ventajas de la programación de la producción son:
- Los pedidos los puedes entregar en las fechas estipuladas.
- Serás capaz de calcular las necesidades de mano de obra, maquinaria y equipo. Así podrás realizar una mejor utilización de estos recursos.
- Puedes disminuir los costos de fabricación.
Los pasos que debes seguir para programar la producción son:
- Primero calculas los tiempos según la producción necesaria: determinas el tiempo que permanece ocupada cada máquina y operario. Para calcular este tiempo multiplicas las veces que se hará cada operación, por el tiempo que se gasta en hacer la operación una vez. Así calculas el tiempo total de trabajo por operación, por operario y por máquina.
- Segundo realizas un diagrama Gantt que es una herramienta que te permite visualizar en qué momento están ocupadas las máquinas y los operarios. No te preocupes si no sabes nada de este tipo de diagrama, en los puntos finales del tema se tratará. En este diagrama se programa el trabajo diario por operación que se alcanza a realizar teniendo en cuenta los tiempos calculados en el cuadro anterior.
- Tercero, elaboración de las órdenes de producción: basándote en el diagrama anterior, elaboras las órdenes de producción para cada operario. La orden de producción es una herramienta de programación del trabajo en la cual tienes que especificar el trabajo que debe realizar el operario en un período de tiempo. A continuación se presenta un ejemplo de una orden de producción.
|
Orden de Producción No.__________________ Producto _____________________ Operario ____________________ Período ____________________ |
|
|---|---|
| Operaciones a realizar | Cantidad |
| Materiales: | |
| Características: | |
Autoevaluación
Solución
2.4.- Producción por lotes.

¿Quieres saber lo que es la producción por lotes?, entonces lee las siguientes líneas.
Cuando se implanta un sistema de producción por lotes en una empresa, se consigue que se obtengan diferentes productos dentro de la misma instalación.
La producción por lotes, consiste en obtener distintas salidas dentro de una misma instalación, cuando ya se ha realizado la producción de ese lote, se empieza la producción de un lote nuevo, y así consecutivamente.
Existen diferentes tipos de producción por lotes:
- Talleres o a medida. El proceso de producción consta de un número mínimo de operaciones no especializadas. Generalmente la producción por talleres o a medida, es realizada por un trabajador o varios trabajadores, que controlan todo el proceso del pedido. Generalmente, este pedido es de muy pocas unidades, y poco automatizados y donde el cliente interviene exigiendo un determinado diseño.
- Batch: Es un proceso de producción con un número de operaciones superior al anterior, y requiere de la intervención de más trabajadores para llevar a cabo el pedido. Son operaciones más especializadas, aunque la automatización del proceso productivo aún sigue siendo baja, puesto que la producción del producto no se queda en uno, sino que se fabrican distintas versiones, es decir, existe heterogeneidad.
- En línea: El proceso de producción en línea es el que conocemos coloquialmente como producción en masa. Consiste en fabricar grandes lotes de productos, sin haber un abanico de opciones, pues hay pocos productos diferentes. Este tipo de producción está muy automatizada.
Las ventajas que presentan la producción por lotes son:
- Reducir los costes iniciales de establecimiento porque una sola cadena de producción se puede utilizar para fabricar diferentes productos.
- Es útil para las pequeñas empresas que no pueden permitirse funcionar con altos costes de producción.
- Se puede parar la producción sin asumir grandes pérdidas.
Para saber más
Aquí encontrarás un video de la producción por lotes donde se comenta sobre los diferentes tipos de producción por lotes.
Autoevaluación
2.5.- Estructura del producto.
Hasta ahora hemos estudiado, las características de los procesos de producción, la programación de la producción, la producción por lotes. Además de representar un esquema de flujo del proceso de producción.
Ahora vas a conocer qué es la estructura del producto.
Es una clasificación jerárquica de los ítems que forman un producto. Con la estructura del producto puedes representar los componentes que conforman el producto así como sus atributos. La estructura de producto muestra el material, partes o componentes de los subensamblajes y otros ítems de la estructura jerárquica que pueden representar el grupo de ítems de un plano de ensamblaje.
En las fases más tempranas del diseño de nuevos productos, la gestión de la estructura de producto proporciona el mecanismo que permite la creación y reutilización de un número ilimitado de componentes y ensamblajes que proporcionan diferentes variaciones de la estructura básica o la creación de complejas estructuras.
Para saber más
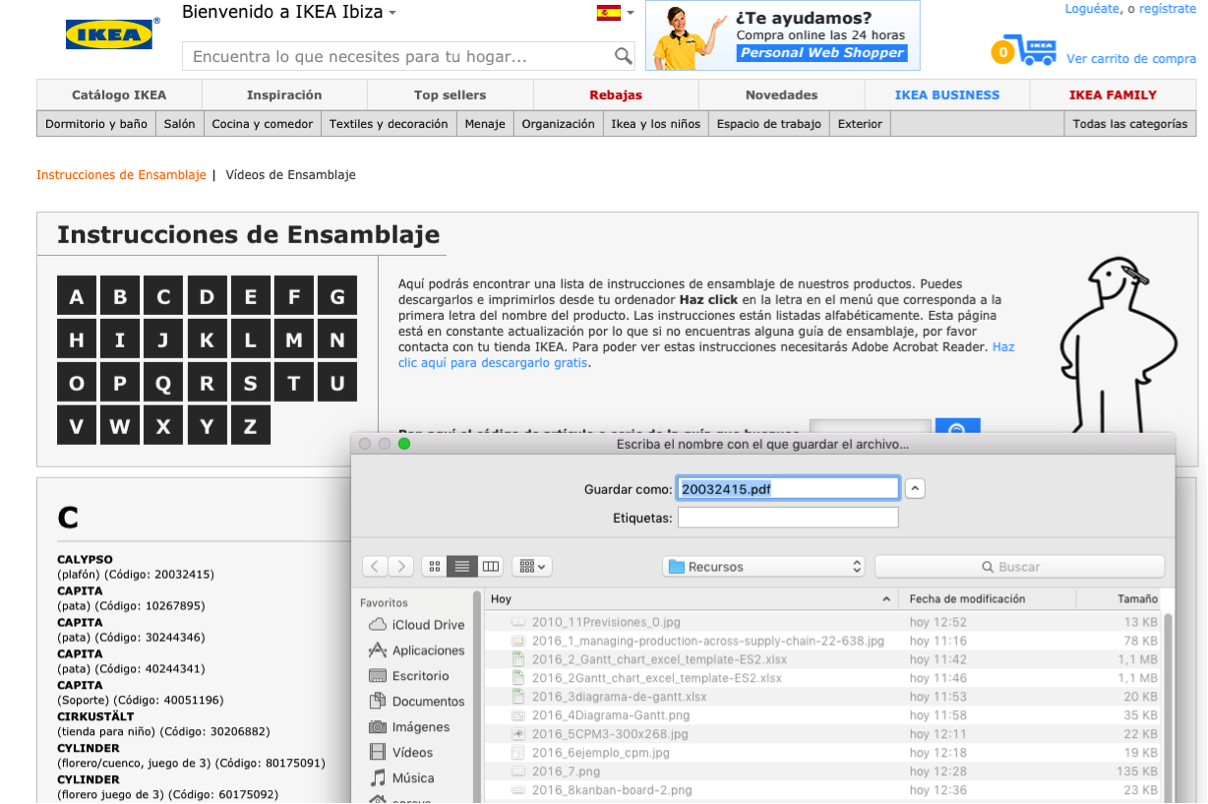
Hay empresas que ofrecen a sus clientes este proceso de esamblaje a través de apliaciones informáticas destinadas a tal fin. Te mostramos en este enlace cómo IKEA te muestra una lista de instrucciones de ensamblaje de sus productos e incluso pueedes descargarlos e imprimirlos desde tu ordenador. Debes hacer click en la letra en el menú que corresponda a la primera letra del nombre del producto. Las instrucciones están listadas alfabéticamente. Esta página está en constante actualización por lo que si no encuentras alguna guía de ensamblaje, por favor contacta con tu tienda IKEA. Para poder ver estas instrucciones necesitarás Adobe Acrobat Reader.
Haz clic aquí para descargarlo gratis.
2.6.- Planificación de necesidades de materiales. MRP (Material Requirement Planning).

Si te planteas en qué consiste la planificación de necesidades de materiales, lee las siguientes líneas y comprenderás rápidamente este concepto.
Se trata de un sistema de gestión de la producción basada en la planificación que proporciona un programa de la producción y de los abastecimientos, de acuerdo con los pronósticos de ventas de la compañía, los estándares de producción y los tiempos de entrega de los proveedores.
El objetivo que persigue este sistema es conseguir materiales correctos, en el lugar adecuado y en el momento preciso partiendo de los datos del plan maestro.
El plan maestro nos indica con base en los pedidos de los clientes y los pronósticos de demanda, qué productos finales hay que fabricar y en qué plazos debe tenerse terminados.
Los objetivos que persigue una planificación de necesidades de materiales son:
- Disminuir inventarios.
- Disminuir los tiempos de espera en la producción y en la entrega.
- Determinar obligaciones realistas.
- Incrementar la eficiencia.
- Proveer alerta temprana.
- Proveer un escenario de planeamiento de largo plazo.
Autoevaluación
2.7.- Planificación de necesidades de distribución. DRP (Distribution Requirement Planning).
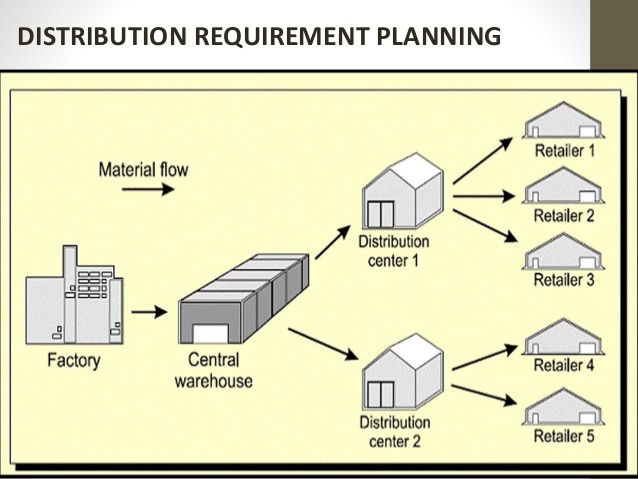 En el punto anterior has estudiado la planificación de necesidades de materiales y en estas líneas podrás informarte sobre la planificación de necesidades de distribución. El DRP es un método usado en la administración de la empresa para planificar la emisión de órdenes de productos dentro de la cadena de suministro.
En el punto anterior has estudiado la planificación de necesidades de materiales y en estas líneas podrás informarte sobre la planificación de necesidades de distribución. El DRP es un método usado en la administración de la empresa para planificar la emisión de órdenes de productos dentro de la cadena de suministro.
Te habilita para establecer ciertos parámetros que permiten el control del inventario (como el inventario de seguridad) y calcular el tiempo entre fases del inventario.
Para poder llevarlo a cabo necesitas la siguiente información:
- Inventario "one-hand" al final de un periodo.
- La demanda de pedidos al final de un periodo.
- La cantidad de producto requerido que se necesita al comienzo de un periodo.
- La cantidad necesaria de producto disponible al comienzo de un periodo.
La planificación de la distribución (DRP) proporciona un marco para determinar la necesidad de reaprovisionar el inventario:
- Enlazando las necesidades del mercado con la fabricación y la gestión de demanda.
- Relacionando posiciones de inventario actuales y pronósticos de demanda con la programación de fabricación.
- Haciendo coincidir el suministro de materiales con la demanda de fabricación y la demanda de los clientes con el suministro de productos.
3.- Enfoques en la gestión del aprovisionamiento.
Caso práctico

Carlos se reúne con Jaime para tomar posturas comunes de actuación y ponerse de acuerdo para ir todos a una.
Jaime comenta a Carlos que en sus años en ADIF trabajó con el sistema de gestión de inventario JIT. Le comenta que todos los proveedores que tenían en ADIF trabajaban con este sistema, lo que les forzó a trabajar ellos también con JIT. Jaime informa a Carlos que él estuvo en el equipo que gestionó la aplicación de JIT y que sabe como implantarlo. Podremos reducir gastos en el inventario. Carlos y Jaime se van a reunir con María y Fernando para exponerle su idea.
 Como verás a continuación la gestión del aprovisionamiento se centra en un enfoque de una visión de calidad total dirigido a los clientes y a la calidad del servicio como un proceso de mejora continua.
Como verás a continuación la gestión del aprovisionamiento se centra en un enfoque de una visión de calidad total dirigido a los clientes y a la calidad del servicio como un proceso de mejora continua.
O dicho de otra forma, la gestión del aprovisionamiento se basa en la gestión de compras, en el almacenamiento de materiales y en el estudio de técnicas de mantenimiento del stock mínimo o de seguridad para cada material.
Es importante distinguir entre la gestión de stock y la gestión de aprovisionamiento, en el primero la entrada de producto la decide el mercado, mientras en el aprovisionamiento el grifo de entrada de mercancías lo decides tú, como gerente de la empresa.
Dentro de la gestión de aprovisionamiento existen diferentes enfoques:
-
Enfoque por proceso: se tiene que tener en cuenta los pedidos de los clientes, los plazos de entrega de los proveedores y ajustarse al inventario del almacén. En cuanto al período de ejecución este puede variar entre un período anual (planificación estratégica) y un período trimestral (planificación táctica).
Todo ello, a través de las actividades de planificación y de ejecución de la gestión de aprovisionamiento (planificación operacional).
-
Enfoque de calidad total: en la actualidad, el concepto de calidad total incluye todo el proceso de producción y se ha convertido en un motivo de diferenciación de la competencia, ya que busca la satisfacción máxima del cliente.
-
Enfoque estratégico: se tiene que evaluar los requisitos y las condiciones que existen en el mercado, antes de ejecutar cualquier acción de aprovisionamiento.
-
Enfoque sociotécnico: se debe tener presente que el recurso humano tiene que estar motivado, teniéndolo en cuenta a la hora de la programación del trabajo, además puede ser considerado como recurso estratégico. Mientras que el enfoque técnico trata de conseguir el aprovisionamiento más óptimo.
- Enfoque logístico: se tiene que evaluar la situación de cada aprovisionamiento para conseguir una gestión que reduzca tiempos, costes, material,…
3.1.- JIT. Ventajas e inconvenientes.
 ¿Quieres saber lo que es el JIT?, pues vamos a leer las siguientes líneas para tener claro este concepto.
¿Quieres saber lo que es el JIT?, pues vamos a leer las siguientes líneas para tener claro este concepto.
Es just-in-time o justo a tiempo, es un sistema de gestión de inventarios que se desarrolló en Japón en los años 80 y que consiste en disponer de un stock de suministros mínimo para poder continuar con la producción, de tal modo, que en cada momento se entregan los suministros justos en el momento preciso para que continúe la producción.
Como ves el JIT es una política de inventario que tiene que tener presente en cada momento que no se puede cometer ningún fallo, ya que esto provocaría retrasos, tanto por atascos como por bloqueos.
Las principales ventajas que aporta este sistema son:
- El sistema es más flexible y permite cambios más rápidos.
- Minimiza pérdidas por causa de suministros obsoletos.
- Permite (exige) el desarrollo de una relación más cercana con los suministradores.
- Esta mejor relación facilita acordar compras aseguradas a lo largo del año, que permitirán a los suministradores planearse mejor y ofrecer mejores precios.
- Reduce los niveles de inventarios necesarios en todos los pasos de la línea productiva.
Este sistema tiene también algunos inconvenientes:
- Paraliza la línea de producción por un error en la gestión del suministro o un fallo en un pedido de material. Lo que conlleva un gasto económico.
- Se puede perder la ventaja de los descuentos en las compras al realizar compras en pequeñas cantidades, aunque se suele negociar con el suministrador sobre el montante de compras de todo un año.
- Aumenta el switching cost, que consiste en el aumento de gastos como consecuencia del cambio de suministrador.
La filosofía de inventario JIT, se realizó inicialmente sobre el proceso final de la producción, pero poco a poco los suministradores fueron implantando el sistema hasta llegar a las etapas iniciales del suministro. De tal forma que actualmente, el concepto JIT está implantado desde el inicio de la línea de producción.
¿Te has planteado alguna vez por qué cuando quieres comprar algún producto tipo mueble, electrodoméstico,.., en seguida te indican que la compra se realiza bajo catálogo? La razón es esta, las empresas han desarrollado para su actividad de inventario el sistema JIT.
El sistema JIT fue desarrollado por la marca de vehículos japonesa Toyota, para las líneas de producción de sus vehículos.
Autoevaluación
3.2.- Posibilidades de implantación. JIT.
Para la implantación del sistema JIT se deben desarrollar las siguientes fases:

-
Fase primera ¿Cómo poner el sistema en marcha? Esta primera fase establece la base sobre la cual se construirá la aplicación. Esta exige un cambio en la actitud de la empresa, para ello se siguen los siguientes pasos: comprensión básica, análisis de costo/beneficio, compromiso, decisión si/no para poner en práctica el JIT, selección del equipo de proyecto para el JIT, identificación de la planta piloto.
-
Fase segunda: mentalización, clave del éxito. Esta fase implica la educación de todo el personal. Un programa de educación debe conseguir dos objetivos: Debe proporcionar una comprensión de la filosofía del JIT y su aplicación en la industria y el programa debe estructurarse de tal forma que los empleados empiecen a aplicar la filosofía JIT en su propio trabajo.
-
Fase tercera: mejorar los procesos. El objetivo de las dos primeras fases es ofrecer el entorno adecuado para una puesta en práctica satisfactoria del JIT. La tercera fase se refiere a cambios físicos del proceso de fabricación que mejorarán el flujo de trabajo. Los cambios de proceso tienen tres formas principales:
- Reducir el tiempo de preparación de las máquinas.
- Realizar un mantenimiento preventivo.
-
Cambiar las líneas de flujo.
-
Fase cuarta: mejoras en el control. La forma en que se controle el sistema de fabricación determinará los resultados globales de la aplicación del JIT. El principio de la búsqueda de la simplicidad proporciona la base del esfuerzo por mejorar el mecanismo de control de fabricación. Esto se consigue con:Fase quinta: relación cliente-proveedor. Constituye la fase final de la aplicación del JIT. Hasta ahora se han descrito los cambios internos cuya finalidad es mejorar el proceso de fabricación. Para poder continuar el proceso de mejora se debe integrar a los proveedores externos y a los clientes externos. Esta quinta fase se debe empezar en paralelo con parte de la fase 2 y con las fases 3 y 4, ya que se necesita tiempo para discutir los requisitos del JIT con los proveedores y los clientes, y los cambios que hay que realizar requieren tiempo. Es importante que la selección de proveedores se realice en base a criterios logísticos (entre otros).
- Sistema tipo arrastre.
- Control local en vez de centralizado.
- Control estadístico del proceso.
- Calidad en el origen (autocontrol, programas de sugerencias, etc.).
Para saber más
A continuación encontrarás un vídeo sobre el método JIT.
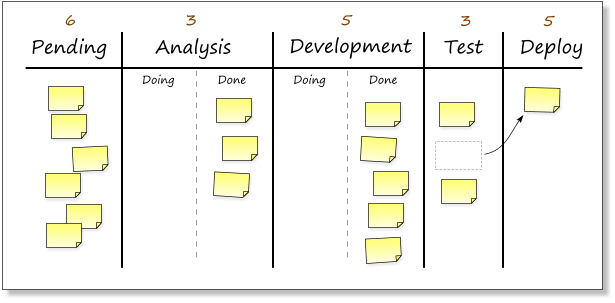
3.3.- Kanban. Ventajas e inconvenientes.

Tienes curiosidad por saber en qué consiste el Kanban, ahora lo vamos a analizar.
Kanban es una palabra de origen japonés que se puede traducir por etiqueta de instrucción o tarjeta de instrucción.
Es un sistema de gestión que permite sincronizar las etapas de los procesos de producción consiguiendo reducir los tiempos de las diferentes etapas y aumentando los niveles de calidad.
El sistema Kanban fue desarrollado por un grupo de ingenieros japoneses que deseaban acabar con la sobreproducción y el despilfarro del inventario.
El grupo de ingenieros observó el funcionamiento de los supermercados, los productos se colocan en estanterías y cuando se comienzan a acabar el encargado da una orden de reposición. Esto dio la idea de utilizar tarjetas de instrucciones que permitieran dar órdenes dentro del proceso de producción. Las tarjetas son utilizadas para que los diferentes puestos de trabajo soliciten el pedido a inventario. Dichas tarjetas deben indicar claramente nombre, contenido, código y destino. Una vez el producto llega a su destino, la tarjeta vuelve al punto de partida.
En el sistema Kanban es el pedido el que pone en funcionamiento la producción y no la producción la que se pone a buscar cliente después de fabricar un producto.
Existen unas reglas de funcionamiento en este sistema:
- Regla 1. No enviar productos defectuosos a los siguientes pasos de producción.
- Regla 2. Cada etapa o subetapas requerirá sólo el material necesario.
- Regla 3. Se procesará en cada etapa la cantidad exacta de productos.
- Regla 4. Balancear la producción, es decir, si tú creas una línea de producción y dispones de una etapa en la línea productiva que funciona en intervalos, en la etapa anterior tendrás operarios y máquinas en exceso.
- Regla 5. Nadie debe especular sobre el material que va a necesitar la siguiente etapa o subetapas.
- Regla 6. Estabilizar y racionar el proceso. El trabajo se debe realizar con arreglo a una base estándar.
Las ventajas que presenta Kanban son:
- Mejorar la calidad del producto por una mejor detección de los defectos del mismo.
- Cumplir los tiempos de entrega demandados por el cliente.
- Obtener un sistema de producción flexible según la demanda.
- Disminuir o eliminar los stocks intermedios (entre procesos)
- Facilitar el control de la producción.
Los inconvenientes que tiene el sistema Kanban son:
- Un plazo de abastecimiento demasiado grande, tendría muy desocupados a los trabajadores.
- El sistema no tiene ninguna anticipación en caso de muy grandes e imprevisibles en la demanda. Puede anticiparse a ellas pero no solucionarlas.
- Es difícil imponerles este método a los proveedores.
- Las aplicaciones son limitadas (solamente para una producción continua o repetitiva). Funciona bien para producciones en masa.
Por último tienes que pensar que este sistema por si sólo no funciona, ya que tiene que ir acompañado de otros métodos como el JIT.
Autoevaluación
Solución
3.4.- Posibilidades de implantación. Kanban.
 En los apartados anteriores has podido estudiar los sistemas JIT y el sistema Kanban, en este punto puedes conocer cómo se debe implantar el sistema Kanban.
En los apartados anteriores has podido estudiar los sistemas JIT y el sistema Kanban, en este punto puedes conocer cómo se debe implantar el sistema Kanban.
La implantación del sistema Kanban requiere aplicar los siguientes puntos:
- Determinar un sistema de calendario de producción para ensambles finales, para desarrollar un sistema de producción mixto y etiquetado.
- Se debe establecer una ruta de Kanban que refleje el flujo de materiales, esto implica designar lugares para que no haya confusión en el manejo de materiales, se debe hacer obvio cuando el material está fuera de su lugar.
- El uso de Kanban está ligado a sistemas de producción de lotes pequeños.
- Se debe tomar en cuenta que aquellos artículos de valor especial deberán ser tratados diferentes.
- Se debe tener buena comunicación desde el departamento de ventas al de producción para aquellos artículos cíclicos de temporada que requieren mucha producción, de manera que se avise con bastante anticipo.
- El sistema Kanban deberá ser actualizado constantemente y mejorado continuamente.
En resumen, se considera que son 4 las fases principales para una buena implantación del sistema Kanban, y éstas son:
- Fase 1. Entrenar a todo el personal en los principios de Kanban, y los beneficios de usar Kanban.
- Fase 2. Implementar Kanban en aquellos componentes con más problemas para facilitar su manufactura y para resaltar los problemas escondidos. El entrenamiento con el personal continúa en la línea de producción.
- Fase 3. Implementar Kanban en el resto de los componentes, esto no debe ser problema ya que para esto, los operadores ya han visto las ventajas de Kanban.
- Fase 4. Esta fase consiste de la revisión del sistema Kanban, los puntos de reorden y los niveles de reorden.
Autoevaluación
3.5.- Cuellos de botellas.

Los cuellos de botellas son uno de los problemas más importantes en los procesos de producción y en muchos casos, son difíciles de identificar. Lo primero que tendrás que saber es, ¿qué es un cuello de botella?
Un cuello de botella, es una operación o proceso dentro de un flujo de procesos (varias operaciones) cuya carga de trabajo a realizar supera en tiempo al resto de operaciones anteriores y/o posteriores.
Tienes que tener en cuenta que la capacidad de un sistema de producción es la capacidad que tenga el cuello de botella del sistema.
Existen dos enfoques a la hora de solucionar el problema del cuello de botella:
-
Cuando hay una máquina o un proceso que forma un cuello de botella, uno de los enfoques occidentales tradicionales ha sido intentar conseguir una programación mejor y más compleja (utilizando, por ejemplo, el MRP) para asegurar que nunca se quede sin trabajo, disminuyendo así el efecto del cuello de botella.
-
El enfoque JIT ante una máquina o un proceso que constituye un cuello de botella sería, en cambio, reducir el tiempo de preparación para conseguir una mayor capacidad, buscar máquinas o procesos alternativos, comprar capacidad adicional o incluso subcontratar el trabajo en exceso. Este enfoque es asiático.
Para saber más
Aquí encontrarás un video sobre cuello de botella explicado de forma muy didáctica.
4.- Programación y control de proyectos.
Caso práctico
María ha estado en unas charlas de asesoramiento en Barcelona, le han hablado de la programación y control de proyectos, términos que ya conocía pero que tenía algo olvidados. Su padre no tenía implantado ningún sistema de control de rutas, todo lo hacían de forma manual. María piensa que Julia es la persona idónea para realizar un curso de formación sobre el tema. Para posteriormente, implantar el sistema en el control de las rutas de los vehículos.


¿Qué propósito tiene la programación y control de proyectos?, ¿quieres saberlo?.
El propósito de la fase de programación del proyecto persigue:
- Conocer la relación de cada actividad con los demás y con todo el proyecto.
- Identificar las relaciones de precedencia entre las actividades.
- Fomentar el establecimiento de la duración y el coste realista para cada actividad.
- Una mejor utilización de los recursos de personal, dinero y materiales, identificando cuellos de botella críticos en el proyecto.
Existen diferentes tipos de métodos de programación y control de proyectos, los más usados son el PERT, CPM, Gantt, que verás en puntos posteriores del tema.
Las ventajas que presentan estos métodos es obtener información en forma de respuestas a las siguientes preguntas:
- ¿Qué trabajos serán necesarios primero y cuándo se deben realizar los acopios de materiales y problemas de financiación?
- ¿Qué trabajos hay y cuántos serán requeridos en cada momento?
- ¿Cuál es la situación del proyecto que está en marcha en relación con la fecha programada para su terminación?
- ¿Cuáles son las actividades críticas que al retrasarse cualquiera de ellas, retrasan la duración del proyecto)?
- ¿Cuáles son las actividades no críticas y cuánto tiempo de holgura se les permite si se demoran?
- Si el proyecto está atrasado, ¿dónde se puede reforzar la marcha para contrarrestar la demora y qué coste produce?
- ¿Cuál es la planificación y programación de un proyecto con coste total mínimo y duración óptima?
Autoevaluación
Solución
5.- Métodos de control de proyectos.
Caso práctico

José visita regularmente la empresa, aunque está jubilado le gusta ver como funciona el negocio y observar como actúan sus hijos.
Está sorprendido cuando observa que una empleada Julia, que está utilizando un equipo informático, aplica un método llamado PERT y unos diagramas llamados Gantt. Julia le ha dicho que este sistema permite hacer de forma más eficiente el cálculo de rutas de los vehículos.
José se siente por un lado, sorprendido y por otro, orgulloso de lo bien que se está gestionando la empresa que él fundó.

Si en tu empresa tienes un proyecto que está afectado por diferentes variables, por distintas tareas, por tiempos de trabajo,…, te conviene hacer un seguimiento del mismo que te permita ordenar esas tareas, reducir tiempos y en definitiva que puedas reducir costes y todo sin perder de vista la calidad que se sirve a tus clientes.
En el control de tu proyecto debes vigilar los recursos, costes, calidad y presupuestos.
Existen diferentes métodos de control de proyectos, los más usuales son:
- Método PERT, fue desarrollado en el año 1958 por la armada estadounidense para el proyecto polaris.
- Método CPM, desarrollado también en 1957 en los Estados Unidos de América, por un centro de investigación de operaciones para la firma Dupont y Remington Rand.
- Método Gantt, en 1917 Henry Gantt inventó la Grafica Gantt, un diagrama de barras horizontal que era un modo innovador de manejar tareas que se superponen.
Estos métodos de control de proyectos los podrás estudiar en los siguientes apartados de la unidad.
Para saber más
En el siguiente enlace encontrarás una aplicación informática de software libre de gestión de proyectos. Se describen sus principales características, con una presentación y un demo del programa.
Aplicación informática de gestión de proyectos de software libre.
5.1.- Concepto de PERT.

Las Técnicas de Revisión y Evaluación de Proyectos, abreviada como PERT (del inglés, Project Evaluation and Review Techniques), es un modelo para la administración y gestión de proyectos inventado en 1957 por la Oficina de Proyectos Especiales de la Marina de Guerra del Departamento de Defensa de EE.UU. como parte del proyecto Polaris de misil balístico móvil lanzado desde submarino. Este proyecto fue una respuesta directa a la crisis del Sputnik.
Tienes curiosidad por saber qué es y en qué consiste el PERT, presta atención:
Es un método denominado Técnica de Revisión y Evaluación de Programas, que analiza las tareas involucradas en un proyecto, especialmente los tiempos que se tardan en realizar cada tarea.
El PERT trasladado al transporte es un método que permite programar, planificar y controlar rutas de transporte, optimizando los tiempos de las tareas de la ruta.
Este método traslada las rutas y actividades a un conjunto de grafos:
- Cada actividad se representa por una flecha.
- Cada suceso o situación se representará por un círculo, elipse, o cuadrado, en cuyo interior se consignará un número.
- En consecuencia cada actividad estará limitada por 2 números, de los cuales el 2º siempre será mayor que el 1º. Entre dos sucesos o nudos solo puede haber una actividad.
- A veces es necesaria la utilización de actividades ficticias, siendo actividades de consumo de tiempo y recursos de cero., y que no exigen un trabajo.
- Todo nudo describe la relación completa entre las actividades que en él terminan, y las que parten de él.
El PERT supone que la duración de cada actividad es una variable aleatoria. Para cada actividad, se requiere estimar las siguientes cantidades:
- a es el tiempo optimista. Duración de la actividad bajo las condiciones más favorables.
- b es el tiempo pesimista. Duración de la actividad bajo las condiciones más desfavorables.
- m es el tiempo normal. El valor más probable de la duración de la actividad.
El tiempo más probable es el tiempo requerido para completar la actividad bajo condiciones normales. Los tiempos optimistas y pesimistas proporcionan una medida de la incertidumbre inherente en la actividad, incluyendo desperfectos en los vehículos, disponibilidad de mano de obra, retardo en los materiales y otros factores.
Con la distribución definida, la media (esperada) y la desviación estándar, respectivamente, del tiempo de la actividad para la actividad Z puede calcularse por medio de las fórmulas de aproximación.


El tiempo esperado de finalización de un proyecto es la suma de todos los tiempos esperados de las actividades sobre la ruta crítica. De modo similar, suponiendo que las distribuciones de los tiempos de las actividades son independientes (aunque realmente no es cierto), la varianza del proyecto es la suma de las varianzas de las actividades en la ruta crítica.
En el siguiente punto del tema podrás conocer los pasos para desarrollar este el método del PERT.
Autoevaluación
Solución
Caso práctico
 En este enlace puedes ampliar tus conocimientos sobre el método PERT y ver un ejemplo de cómo crear de un diagrama PERT con explicaciones de cada uno de los pasos que forman el proyecto de creación de este método constructivo:
En este enlace puedes ampliar tus conocimientos sobre el método PERT y ver un ejemplo de cómo crear de un diagrama PERT con explicaciones de cada uno de los pasos que forman el proyecto de creación de este método constructivo:
5.2.- Pasos del PERT.
En el punto anterior se ha dado una idea general de lo que es el método PERT, a continuación podrás conocer los pasos que tienes que dar.
Estos pasos del proceso PERT son:
- Identificas las actividades y los precedentes: las actividades son las tareas requeridas para terminar el proyecto. Los precedentes son los acontecimientos que marcan el principio y el final de una o más actividades. Es bueno que enumeres las tareas en una tabla.
- Construyes un diagrama de red: Puedes dibujar un diagrama demostrando la secuencia de actividades en serie y en paralelo. Para dibujar el grafo:
- Determinas el tiempo requerido para cada actividad.
Para cada actividad, tienes que estimar los siguientes tiempos:
- a es el tiempo optimista. El que representa el tiempo mínimo posible sin importar el costo o cuantía de elementos materiales y humanos que se requieran; es simplemente la posibilidad física de realizar la actividad en el menor tiempo
- b es el tiempo pesimista. Es un tiempo excepcionalmente grande que pudiera presentarse ocasionalmente como consecuencia de accidentes, falta de suministros, retardos involuntarios, causas no previstas, etc.
- m es el tiempo normal. El valor más probable de la duración de la actividad, basado en la experiencia personal del informador
Si Tij es la variable aleatoria asociada a la duración de la actividad (i; j), PERT asume que Tij sigue una distribución Beta. Sin entrar en mayores detalles de esta distribución, se puede demostrar que el valor esperado y la varianza de la variable aleatoria Tij quedan definidas por:


En PERT se asume además que la duración de las actividades es independiente. Por lo tanto, el valor esperado y la varianza de una ruta pueden ser estimadas según:
 Es la duración esperada de la ruta.
Es la duración esperada de la ruta.
 Es la variación de la duración de la ruta
Es la variación de la duración de la ruta
Es la duración esperada de la ruta.
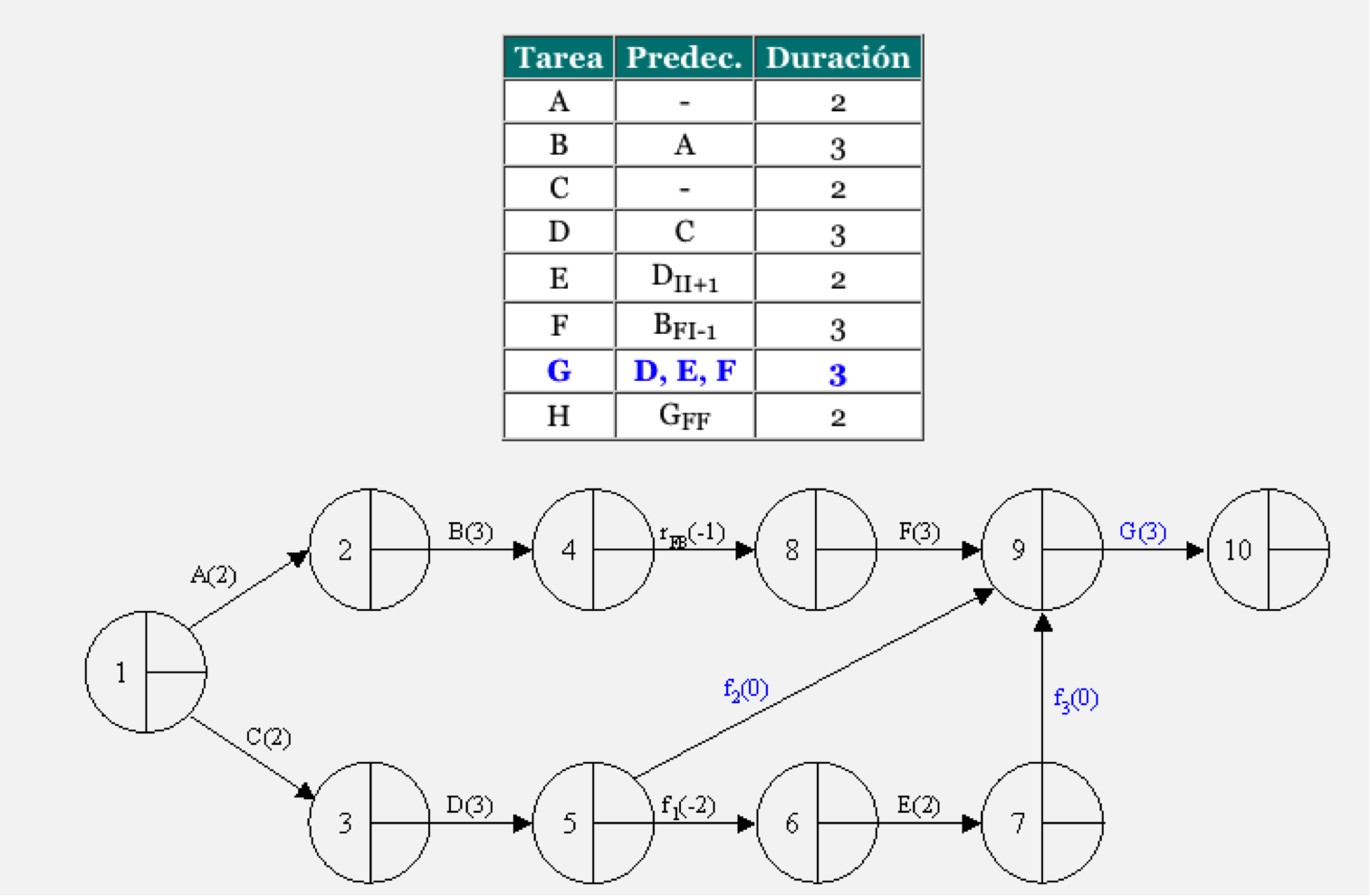
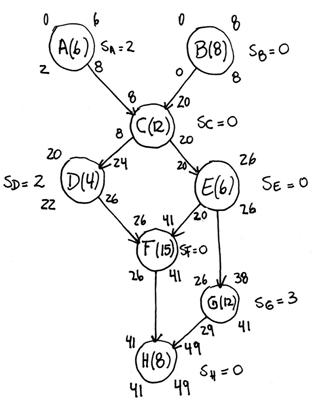
Para que te hagas una idea de cómo debe ser un grafo en la siguiente imagen lo podrás observar.

En la figura se observan 7 nudos que están unidos por actividades que son las flechas. La flecha discontinua es una actividad ficticia.
En los nudos aparecen tres numeraciones, la de arriba indica el número de nudo, la marcación de la derecha el tiempo early (tiempo mínimo para alcanzar un nudo) y la marcación de la derecha el tiempo last ( tiempo máximo en alcanzar un nudo sin provocar retraso en el proyecto).
No te preocupes si no sabes como llegar hasta aquí, te propongo que leas el siguiente fichero.
Para saber más
En el siguiente enlace encontrarás un ejemplo resuelto del método PERT.
5.3.- Método CPM.
 El método CPM o Ruta Crítica (equivalente a la sigla en inglés Critical Path Method) es frecuentemente utilizado en el desarrollo y control de proyectos. El objetivo principal es determinar la duración de un proyecto, entendiendo éste como una secuencia de actividades relacionadas entre sí, donde cada una de las actividades tiene una duración estimada. Es un método que tiene por objetivo analizar las tareas involucradas en un proyecto, especialmente el tiempo que se tarda en realizar cada tarea. Por tanto, tiene un objetivo común con el PERT, la diferencia está que en el PERT el tiempo se calcula de forma probabilística y en el CPM se calcula de forma determinista o real.
El método CPM o Ruta Crítica (equivalente a la sigla en inglés Critical Path Method) es frecuentemente utilizado en el desarrollo y control de proyectos. El objetivo principal es determinar la duración de un proyecto, entendiendo éste como una secuencia de actividades relacionadas entre sí, donde cada una de las actividades tiene una duración estimada. Es un método que tiene por objetivo analizar las tareas involucradas en un proyecto, especialmente el tiempo que se tarda en realizar cada tarea. Por tanto, tiene un objetivo común con el PERT, la diferencia está que en el PERT el tiempo se calcula de forma probabilística y en el CPM se calcula de forma determinista o real.
En este sentido el principal supuesto de CPM es que las actividades y sus tiempos de duración son conocidos, es decir, no existe incertidumbre. Este supuesto simplificador hace que esta metodología sea fácil de utilizar y en la medida que se quiera ver el impacto de la incertidumbre en la duración de un proyecto, se puede utilizar un método complementario como lo es PERT.
Los pasos que tienes que seguir en la planificación del proyecto del CPM son:

-
Especificas las actividades individuales. Realizas un listado de todas las actividades del proyecto.
-
Determinas la secuencia de esas actividades. Tienes que tener presente que algunas actividades son dependientes en la terminación de otras. Haz un listado de los precursores inmediatos de cada actividad es útil para construir el diagrama de la red del CPM.
-
Dibujas un diagrama de la red. Una vez que haz definido las actividades y el su orden, tienes que dibujar el diagrama del CPM. Especifica en él los nodos y los arcos.
-
Estimas la época de la terminación para cada actividad. El tiempo requerido para terminar cada actividad se puede estimar usando experiencia previa o las estimaciones de personas bien informadas. El CPM es un modelo determinista que no considera la variación en el tiempo de la terminación, tan solamente se utiliza un número para la estimación del tiempo de una actividad.
-
Identificas la trayectoria crítica (la trayectoria más larga a través de la red). La trayectoria crítica es la trayectoria de larga-duración a través de la red. La trayectoria crítica puede ser identificada determinando los cuatro parámetros siguientes para cada actividad: pones al día el diagrama del CPM como progresa el proyecto. Después de los primeros pasos del proyecto, los tiempos reales de la terminación de la tarea los podrás conocer y el diagrama de la red lo puedes poner al día para incluir esta información. Una trayectoria crítica nueva puede surgir, y los cambios estructurales se pueden realizar en la red si los requisitos del proyecto cambian.
- ES, principio temprano.
- EF, principio tardío.
- LS, terminación temprana.
-
LF, terminación tardía.
La holgura o tiempo de holgura es un concepto que consiste en la cantidad de tiempo que se puede demorar una actividad sin afectar a la fecha de terminación del proyecto total , es decir, sin que se produzca un delaying (retraso) del proyecto.
El camino crítico es la trayectoria a través de la red del proyecto que va desde la actividad inicial del proyecto, hasta la última actividad del mismo. Con la singularidad que dicho camino no tiene ninguna flexibilidad en su tiempo de ejecución, es decir, la holgura de las actividades de dicho camino son cero.
Caso práctico
 En este enlace tienes una explicación del CPM con ejemplos y casos prácticos relacionados que resumen las actividades que requiere un proyecto CPM para completarse.
En este enlace tienes una explicación del CPM con ejemplos y casos prácticos relacionados que resumen las actividades que requiere un proyecto CPM para completarse.
Autoevaluación
Solución
5.4.- Diagrama GANTT.
Los diagramas Gantt son una herramienta que te permite modelar la planificación de las tareas necesarias para la realización de tu proyecto. Te permite realizar una representación gráfica del progreso del proyecto, además de poner en comunicación a todas las personas involucradas en el proyecto.

Como verás estos diagramas procuran resolver el problema de la programación de actividades, es decir, su distribución conforme a un calendario, de manera tal que se pudiese visualizar el periodo de duración de cada actividad, sus fechas de iniciación y terminación e igualmente el tiempo total requerido para la ejecución de un trabajo. El instrumento que desarrolló permite también que se siga el curso de cada actividad, al proporcionar información del porcentaje ejecutado de cada una de ellas, así como el grado de adelanto o atraso con respecto al plazo previsto.
En este gráfico puedes ver que consiste simplemente en un sistema de coordenadas en que se indica:

En el eje horizontal: un calendario, o escala de tiempo definido en términos de la unidad más adecuada al trabajo que se va a ejecutar, hora, día, semana, mes, etc.
En el eje vertical: Las actividades que constituyen el trabajo a ejecutar. A cada actividad se hace corresponder una línea horizontal cuya longitud es proporcional a su duración, en la cual la medición se efectúa con relación a la escala definida en el eje horizontal.
Para construir un diagrama de Gantt se han de seguir los siguientes pasos:
- Dibujas los ejes horizontal y vertical.
- Escribes los nombres de las tareas sobre el eje vertical.
- Dibujas los bloques correspondientes a las tareas que no tienen predecesoras. Sitúas de manera que el lado izquierdo de los bloques coincida con el instante cero del proyecto (su inicio) A continuación, dibujas los bloques correspondientes a las tareas que sólo dependen de las tareas ya introducidas en el diagrama.
- Se repite este punto hasta que hayas dibujado todas las tareas. En este proceso se han de tener en cuenta las consideraciones siguientes:
Las dependencias fin-inicio las representas alineando el final del bloque de la tarea predecesora con el inicio del bloque de la tarea dependiente.

Las dependencias final-final las representas alineando los finales de los bloques de las tareas predecesora y dependiente.
Las dependencias inicio-inicio las representas alineando los inicios de los bloques de las tareas predecesora y dependiente.

Los retardos los representas desplazando la tarea dependiente hacia la derecha en el caso de retardos positivos y hacia la izquierda en el caso de retardos negativos.

- Se repite este punto hasta que hayas dibujado todas las tareas. En este proceso se han de tener en cuenta las consideraciones siguientes:
Debes conocer
 En el siguiente enlace podrás encontrar plantillas para realizar diagramas de Gantt y una amplia explicación de cómo hacer fácilmente un diagrama de Gantt en Excel con las versiones actuales de las aplicaciones de ofimática.
En el siguiente enlace podrás encontrar plantillas para realizar diagramas de Gantt y una amplia explicación de cómo hacer fácilmente un diagrama de Gantt en Excel con las versiones actuales de las aplicaciones de ofimática.
Descargar Plantillas del diagrama de Gantt.
En este otro enlace tienes diversas aplicaciones gratuitas para realizar diagramas de Gantt: Diagrama de Gantt en Excel.
5.5.- Aplicación informática que generan diagramas GANTT.
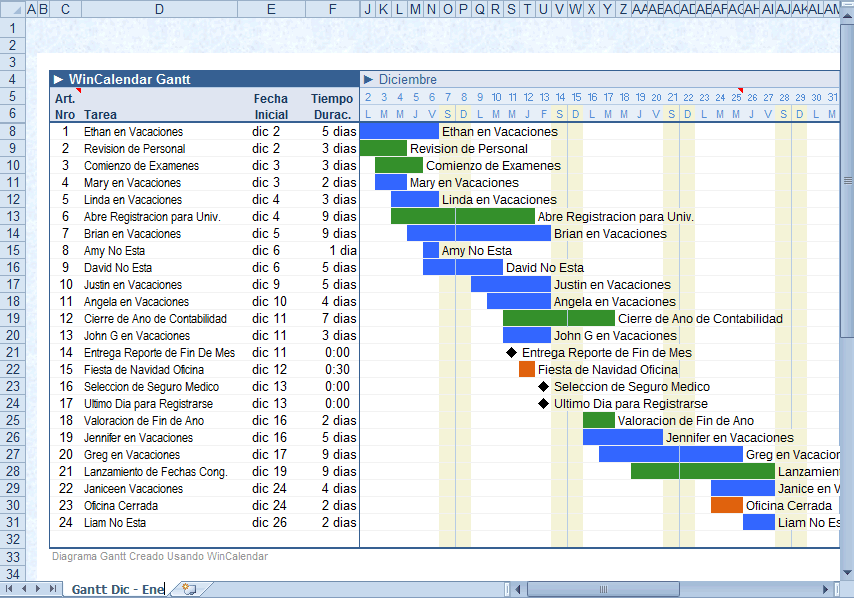
Cuando quieras realizar un diagrama Gantt puedes utilizar varios programas libres para ello, como OpenGantt, GanttProject,.. A continuación se presenta una aplicación que genera un diagrama Gantt.
La aplicación te permite desarrollar un diagrama Gantt, para ello, pulsas en las pestaña de tareas y creas una tarea nueva. En dicha tarea te pide introducir el nombre de la tarea, el período de tiempo inicial y final de la actividad.
Cuando se has introducido las diferentes tareas, puedes aplicarle una barra de color negro que te indica el porcentaje de ejecución de la actividad. También puedes tener tareas que sean secuenciales, las prioridades se pueden confeccionar utilizando una flecha qué desciende de las tareas más importantes hacia las tareas menos importantes. La tarea menos importante no puede llevarse a cabo hasta que no se haya completado la más importante.

Si deseas cambiar datos de cualquier actividad lo único que tienes que realizar es pulsar con el ratón sobre la barra de tareas, se abre una nueva ventana en la que se puede modificar los siguientes datos:
- Nombre de la tarea.
- Duración en días.
- Progreso de ejecución de la tarea.
- Fecha de entrada y salida de la actividad.
- Color y relleno de la barra de tareas.
- Prioridad dada para la actividad.
- Página web asociada a la tarea.
- Recursos asignados.
- Antecesores.


Anexo.- Licencias de recursos.
| Recurso (1) | Datos del recurso (1) | Recurso (2) | Datos del recurso (2) |
|---|---|---|---|
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V43. |
 |
Autoría: Photodisc. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD_Num. V07. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num.V43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. CD165. |
 |
Autoría: Photodisc. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD_Num. V07. |
|
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V83. |
|
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. CD95. |
|
Autoría: Flickr Licencia: Create Common A-S (CC by-sa). Procedencia: http://www.flickr.com/photos/cimmyt/4659890133/ |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V 43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. CD109. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V43. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. CD165. |
 |
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. V 43. |
 |
Autoría: Luis Fernando Galisteo García. Licencia: Copyright (Cita). Procedencia: Captura de pantalla del programa GanttProyect. |
|
Autoría: Stokcbyte. Licencia: Copyright (Cita). Procedencia: Captura de pantalla del programa GanttProyect. |
|
Autoría: Stokcbyte. Licencia: Uso educativo no comercial para plataformas públicas de Formación Profesional a distancia. Procedencia: CD-DVD Num. CD85. |
 |
Autoría: Luis Fernando Galisteo García. Licencia: Copyright (Cita). Procedencia: Captura de pantalla del programa GanttProyect. |